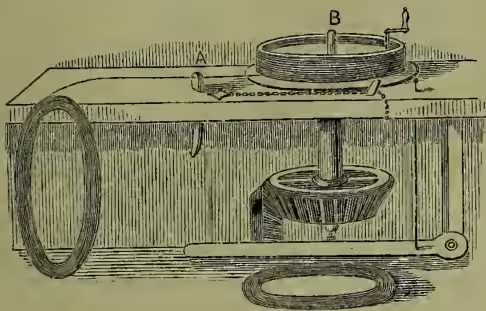
Wire. Specimens of metallic shreds dating as far back as 1700 B.C. are stated to have been discovered; whilst a sample of wire made by the Ninevites about 800 B.C. is exhibited at the Kensington Museum, London. Mention of a similar product is made by both Homer and Pliny. Wire was originally made by beating metal into plates, which were cut into narrow strips, and subsequently rounded by hammering. The art of wire-drawing was not practised until the 14th century, or introduced into Great Britain till some three centuries later. The facility with which any metal can be drawn into wire depends upon its ductility. Most metals possess this property; though some, like bismuth and antimony, are so brittle that they can only be drawn out with difficulty, and wire made from such metals is useless from want of tenacity (see DUCTILITY). The general principle involved in the manufacture of wire consists in rolling down ingots or bars into rods of say inch diameter, which are afterwards attenuated and reduced in section by being drawn cold through holes in metal plates or hard stones. The accompanying illustration represents a wire-drawer's bench, A being the draw-plate, and B the drawing-block or cylinder; driven by a prime mover through the gearing as shown. The draw-plate, A, is generally made of hard steel, the holes in it being funnel-shaped. Owing to the excessive friction generated, notwithstanding the use of lubricants, the holes rapidly wear away and enlarge. After being once drawn, the wire is again passed through a smaller hole in the draw-plate, and so the process is repeated until the required size is reached. Fine wire may require from twenty to thirty drawings. The speed of the drawing-cylinder is increased as the diameter of the wire diminishes. The metal under treatment gradually hardens, and becoming less ductile requires annealing, after which it is washed in an acid solution and subsequently steeped in lime-water. The ductility of the metal and the diameter of the wire determine the rapidity with which drawing can be effected. Iron and brass can be drawn at a speed of from 12 to 45 inches per second, gold and silver fine sections at from 60 to 70 inches per second. Where great accuracy is required, as in chronometer springs, and for gold and silver laces, platinum wire, &c., perforated rubies, or similar hard stones, are fitted to the draw-plate. A silver wire, 170 miles long and about of an inch in diameter, has been drawn through a hole in a ruby, and found by a micrometer to be exactly the same size at the end as at the beginning; whereas the drawing of a length of 16 miles of brass wire through a steel draw-plate necessitates a readjustment of the hole.
Iron was formerly used to a considerable extent for wire, but has been largely superseded by steel. The ultimate tensile strength of steel wire ranges from 40 to 170 tons per square inch of sectional area. Wire gauges are, unfortunately, numerous, and apt to cause confusion. A treatise by Hughes in 1879 mentions no less than fifty-five different gauges, forty-five of which were for measuring or determining the sizes of wire manufactured and sold within the United Kingdom. In 1857 Sir Joseph Whitworth introduced his gauge, ranging from an inch to of an inch by regular gradations of thousandths of an inch, No. 1 being .001 of an inch, and No. 500 being .500 of an inch. The Birmingham wire gauge had also extended application. In 1884 the imperial standard wire gauge, ranging from inches to inches, was mutually agreed upon as a much desired and uniform gauge, and became law.
The annual production of wire and wire products is enormous, the industry being chiefly seated in the United States (see, e.g., WORCESTER), Great Britain, Germany, and Belgium. The dimensions to which the trade has grown may be judged from the annual output—some 50,000 tons—of one of the leading continental firms. A bare enumeration of the many and varied purposes to which wire is applied, ranging from a pin to a 12-inch hawser, would form a formidable list; whilst each year witnesses its further extended employment in every branch of industry. The one item of barbed wire alone—a comparatively recent introduction for fencing purposes—represents an annual output in America and Europe estimated at over 100,000 tons. According to official returns, there are about 184,000 miles of telegraph wire in the overland service of Great Britain; whilst the Western Union Telegraph Co., U.S.A., have some 648,000 miles of wire in their system alone. With few exceptions pins are made of brass wire, and the production of these has been estimated at no less than 50 millions per day in Great Britain alone.
Wire furnishes an interesting example of the increase in value of a raw material through the labour put upon it. Professor Babbage drew attention to the fact that one pound of iron, originally valued at twopence, would yield 50,000 hair-springs for watches, each weighing about one-seventh of a grain, and selling at a retail price of twopence apiece, or over £400 in all.
WIRE-ROPS are now extensively employed in many trades and industries, superseding hemp-ropes and chains. They seem to have originated in Germany about 1821, and in the suspension bridge at Geneva, built in 1822, ropes of parallel and untwisted wire, bound together on the 'selvagee' method, were employed. Some fifteen years later 'formed' or 'stranded' wire-ropes were manufactured and employed in the Harz mines. Formerly wire-ropes were made from high-class iron; but steel is now almost universally employed in their manufacture. Wire-ropes are stranded and laid or closed in machines differing only in detail from those employed for making ordinary hemp ropes, both vertical and horizontal types of revolving machine being used. In the manufacture of the heavier wire-ropes the great weights manipulated necessitate a correspondingly massive design of plant. A wire-robe 'strand' generally contains from six to nine wires, and never more than eighteen. A 'laid' rope consists of a heart (a strand either of hemp or wire), around which are twisted six strands containing a similar heart, usually covered with six wires. A 'formed' rope comprises six strands laid round a heart, but each strand consisting of eighteen wires in addition to the core. A 'cable laid' rope is composed of six laid ropes closed together to form one cable. Wire-ropes are generally galvanised to prevent rust, by being drawn through an alkaline or acid liquor, and thence through the galvanising bath of molten 'spelter,' any superfluous metal being removed from the ropes by their subsequent passage through a bed of sand. Judicious oiling at intervals reduces the cutting action of the wires against each other and lengthens the life of the rope. The applications of wire-ropes are almost numberless, and are constantly increasing. For winding and hauling purposes in mines, &c., wire-ropes are very largely used. The vertical winding ropes used in British mining operations commonly range from to inches in circumference; they are wound on drums from 20 to 30 feet in diameter and at speeds of from 2000 to 2500 feet per minute.
In the United States and Australia hundreds of miles of street and other railways are operated by wire-cable traction, whilst some British cities also possess cable tramways. For aerial ropeways wire-ropes are extensively and successfully employed in all parts of the world. Besides their permanent employment in suspension bridges, such as the Brooklyn Bridge (see BRIDGE, p. 445), wire-ropes furnish valuable aid in the erection of large bridges, and were largely used in connection with the Forth Bridge and the Sukkur Bridge across the Indus. In the first-named structure no less than 60 miles of wire-roping were temporarily employed. For marine, electrical, and kindred purposes, in addition to many others too numerous to detail, wire-ropes are very extensively used. The strength of the steel wire used for ropes ranges from 70 to over 100 tons per square inch of sectional area. To attain equal strength the weight of a hemp rope may be taken at about three times, and that of a chain at about five times the weight of a steel wire-robe. See J. Bucknall Smith, Wire: its Manufacture and Uses (1891).