Beer and Brewing. Beer is the popular term applied to an infusion of malted barley which has been boiled with hops and afterwards undergone fermentation. Like other alcoholic beverages, it possesses great historical antiquity and interest. Egyptian manuscripts written at least 3000 years before the Christian era show conclusively that even at that primitive period the manufacture of an intoxicating liquor from barley or other grain was extensively carried out in Egypt. Pliny also records in his time the regular use of a fermented drink, made from 'corn and water,' in all the districts of Europe with which he was acquainted. In Britain, little was known about beer before the Roman conquest, the beverages then being chiefly mead and cider. With the improvements in agriculture, however, which followed the conquest, we learn that ale was made from barley and other grain, although differing somewhat from its latter-day representative. By the aid of biology and chemistry, the product has vastly improved within recent years; and it has become the general beverage of many of the leading nationalities of the world. In considering the various processes employed in the different stages of its modern manufacture, it may be best to take them up in their natural sequence, as the ordinary reader may in that way be the better able intelligently to follow. Firstly, then, as the crude basis in brewing, we have to consider the barley. The barleys used at the present day are very various, and many countries are called upon to contribute to the contents of the modern brewer's barns; but practically speaking, the barleys used may be divided into two distinct classes—viz. heavy barleys, weighing from 54 to 58 lb. per bushel, and light barleys, weighing from 48 to 52 lb. They have all their special virtues or drawbacks according to the vicissitudes of the seasons—some being specially serviceable one season, and utterly useless another. And of course the skill of the brewer is displayed in selecting and blending each season in his mash-tuns only those barleys that produce a malt yielding the proper proportions of extractive matter that will, after being boiled with hops and fermented, give him a sound, bright, and delicately flavoured beer. This is a matter requiring somewhat elaborate practical and chemical experimental preliminary examination (beyond the ordinary judgment of experience), and it is impossible to enter into it in detail here. One remark may, however, be made generally on the choice of brewing barleys; they should be thoroughly well and equally ripened, well 'got' or harvested, and as far as possible presented to the brewer in the perfect husk or envelope with which nature has furnished the kernel. Ancient and modern modes of thrashing and dressing to a greater or less extent damage both the husk and the kernel, and thus at the very threshold introduce one of the causes of disease. Whenever the grain is broken or bruised, it is liable to be attacked when moist by a variety of moulds which lead to more or less serious disaster.
Having selected the barley, the next thing is to prepare it for the mash-tun, or in other words to transform it into malt. This is done by steeping the barley in water in iron cisterns with a perforated draining gutter in the bottom, for a period of from 72 to 96 hours, according to the condition and character of the barley. The water is run off and renewed every 24 hours in order to keep it sweet and fresh. At the end of the steeping period the water is thoroughly drained off, and the barley cast on to the malting floor, and the process of germination watched with the greatest care. In cold weather the saturated grain is kept from 12 to 18 inches thick for the first 24 or 36 hours. As soon as the growth begins, the 'floor' is thinned out, and the thickness must now be regulated by the rate of growth. The changes of atmospheric temperature have to be constantly noted and compensated for by the thickening or the thinning of the 'floors,' and by letting in or shutting out the colder or the warmer outside air. In all well-regulated malt-barns provision is made for an abundant supply of fresh air, as this is essential to sound and regular growth; and when under proper control, it should be judiciously used to equalise and regulate the growth of the malt. The use of further water on the floors is necessary in order to stimulate the growth, and this is applied by means of a sprinkling-pan, which is simply a species of watering-pan specially designed for the purpose. In this way a gentle or a heavy shower can be administered to the floor as the maltster may think fit. The process of growth goes on for various periods according to the varying temperature and the kind and quality of the barley. In mild weather about ten days may be stated as the average period from steep to kiln, and in cold weather about twelve days. It is, however, important to have the growth gradual and at a comparatively low temperature, because the chemical change or modification that is brought about by the progress of the acrospire (the future blade) over the cruder material of the kernel is the main object of malting; and if this growth is irregular, or allowed to proceed at too high a temperature, then you have the apparent requisite growth without the corresponding work done. Lighter barleys malt and mature faster than the heavier varieties; and the maltster must study the peculiarities of each variety, and work it accordingly.
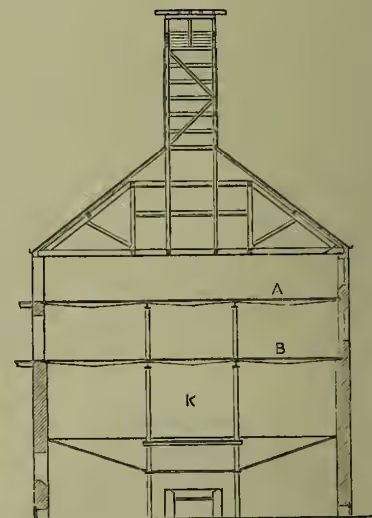
A, upper drying floor; B, under or finishing floor.
The malt being satisfactorily finished on the floor, is then removed to the drying kiln (fig. 1), where it is kept for three or four days. Kilns are large square buildings varying in height (according as they are single or double storied), with wire-cloth floors, an ample ventilator on top, and an open fire underneath. Most kilns have only one drying floor; but those of recent construction have two floors, the one seven feet above the other. The fresh malt is laid on the top floor (A) for two days, and then lowered to the under or finishing floor (B), to be succeeded on the top by another fresh supply. The advantage and economy of this method will be apparent, and American brewers are adopting three stories instead of two. The heat is gradually applied until the moisture is driven out of the malt, when the temperature is further increased to – F., and after being kept for some hours at that point, the malt is removed to the store to await the summons to the mash-tun. The chemical change that takes place during malting is not great, and the operation may therefore be regarded as the preliminary preparation of the barley for the revolutionary changes in the mash-tun. The next step is to crush the malt in order to make it amenable to the action of hot water. This is usually done by an ordinary pair of steel rolls (E, fig. 2); but in large breweries two pairs are at work, the one crushing the small, and the other the large grains. The crushed malt, or 'grist' as it is now called, is then conveyed by means of an elevator (F) to hoppers (G) placed in a position to command all the mash-tuns (I) in the mash-house. At the bottom of each hopper is a shoot, placed immediately above the external mixing or mashing machine (H), which consists of a short cylinder, with a shaft having a number of attached arms and screw-propeller revolving inside. There are two apertures at one end for the admission of the hot water and the grist respectively, while the other end is left open to allow the free exit of the mash. When the operation of mashing commences, the hot water is turned on, and the shoot of the hopper partially opened to allow the grist to come in contact with the water, and the mixture or mash passes out into the tun with the consistency of ordinary porridge. In most breweries there are also internal mashing-machines in the mash-tub. These machines serve the same purpose as the external ones, and consist of a series of rakes worked by means of a shaft under the tun. When mashing is conducted by means of the internal arrangement alone, then the whole or greater portion of the mashing liquor is run into the tun, the machinery set in motion, and the grist gradually added.
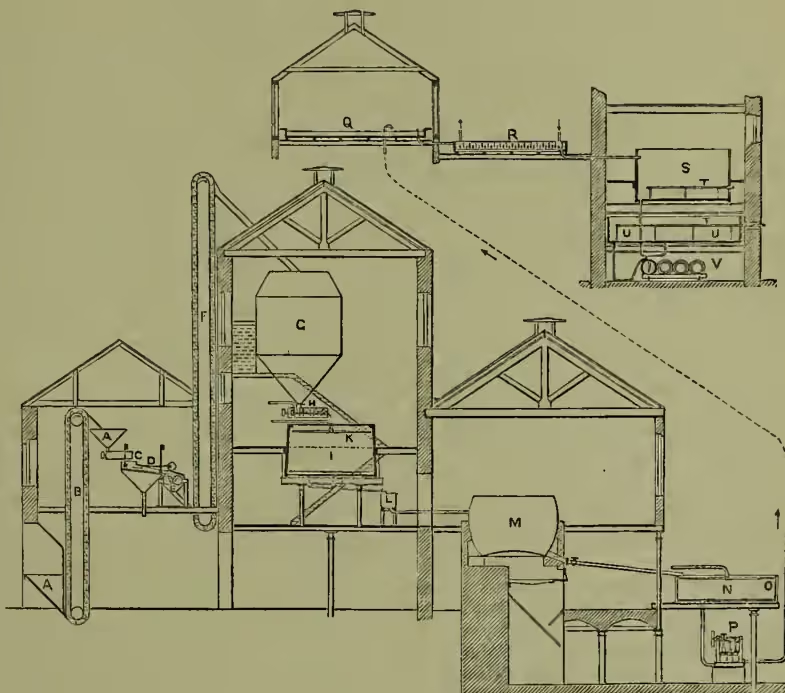
Great importance is attached to the 'initial' temperature of the mash, but there are so many considerations which regulate its range (within reasonable limits), that they cannot be entered into in detail. They are briefly quality, kind, and condition of malt, variety and character of beer to be brewed, and the relative thickness or thinness of mash. It is also a general practice to raise the temperature of the whole mass by the admission of hot liquor at the bottom of the tun a short time after the first mash. Speaking generally, about 150° F. is the average striking temperature with the English and Scotch systems. As soon as the mash is finished, the tun is carefully covered up to prevent as much as possible any loss of heat during the period of infusion. And now an extraordinary transformation process goes on inside the mash-tun through the action of a soluble albuminoid or unorganised ferment in the malt, known as diastase, which possesses the power of converting the modified starch of the malt into malt-sugar and dextrine. Although this change or conversion takes place very rapidly, the mash is usually allowed to stand for about two hours, when the taps at the bottom of the tun are opened to allow the extract to drain off through the perforated false bottom. The operation of 'sparging,' or washing out the extract, now proceeds at the same time as the running off, and is accomplished by means of a rotatory copper pipe (K), perforated on alternate sides, which distributes a gentle and continuous shower of hot water equally over the surface of the mash. When the sparging is finished, the waste liquor in the tun is drained off, leaving behind the well-known feeding material, daff or brewer's grains. The extract, or 'wort' as it is now termed, is received into an intermediate vessel (L), and either pumped or run direct into the coppers (M), where it is briskly boiled for about two hours with its allotted portion of hops.
Hops.—It is the female flower of the plant that is used by the brewer, and it is difficult to say how long he has appropriated it to his special purpose. It was certainly known in very ancient times, and Pliny mentions in his Natural History that the Germans preserved ale with hops. Coming to our own country, there is no doubt the hop was known in England before the Conquest, and passages in contemporary writers show that some use was made of the plant by the Saxons in their primitive process; but the date of its practical introduction for brewing (judging again from contemporary writers) was most probably the middle of the 15th century. The hops exert a purifying, a preservative, and an aromatic influence over the wort. The tannin precipitates the excess of albuminous matter, thus ridding it of a certain source of after trouble, while other constituents of the hop in different ways play their preservative part.
From the copper, the wort passes into the hop-back or drainer (N)—a vessel provided with a perforated false bottom, through which the wort drains on to the cooler, leaving the hops behind in the back. In many breweries the wort is forced by means of a pump (P) from the drainer to the cooler, but this is not necessary when the site and construction of the brewery allow of the wort running by gravitation from the mash-house to the fermenting-worm. The cooler (Q) is a large shallow vessel constructed of fine metal plates, but since the introduction of improved refrigerators, it does not occupy the important place it once did in the breweries of this country—those good old times when brewers had to sit up all night waiting on the evening breeze to perform the functions of the cold-water pipe. Coolers are now much reduced in size, and in some cases are abolished altogether; the wort being run direct from the hop-back through the refrigerators. Refrigerators (R), though varying slightly in form, are all similar in principle. They consist of a series of flat copper tubes or pipes, with cold water circulating through them, while the hot wort circulates outside, and gets gradually cooled as it passes each alternate set. The wort and the water circulate in opposite directions, so that the gradually cooling wort is always meeting with colder water in its passage through the refrigerator. As the wort passes directly from the refrigerator to the fermenting-tuns (S), the flow must be regulated in accordance with the temperature at which you wish to 'pitch' or start your fermentation. The pitching heat is a point of pre-eminent practical importance, as upon it depends, to a great extent, the success of the fermentation that is to ensue. Every fermentation must be kept within certain bounds, and if the initial control is lost, it can never be altogether recovered. From 55° F. for strong beers, up to 61° F. for weak beers, is a fair range of pitching temperature, while the quantity of liquid yeast added to start the fermentation varies from 6 lb. to 1 lb. per barrel according to quality of beer and vitality of yeast. Immediately on the addition of the yeast the fermentative action is set up, and in a few hours the surface of the liquid is covered with a brownish cream, which gradually increases in volume owing to the rapid multiplication of the yeast-cells. These are buoyed up by the escaping gas until the yeasty head rises to a height of 2 or 3 feet, and carbonic acid gas is given off in great abundance. During the first 12 hours the fermentation proceeds slowly, but after that period the vigour increases, accompanied by a rapid rise in temperature, and correspondingly rapid decrease in the specific gravity of the liquid. After about 40 hours the contents of the fermenting-tun are generally run off into some intermediate vessel to regulate and control the finish of the fermentation. All settling vessels are provided internally with a series of pipes called attemperators (T), through which cold water can be passed in such quantity as may be necessary to cool the beer to its normal racking temperature. In Burton the beer is pumped into large casks called 'unions,' while in Scotland it is generally finished in large square vessels called 'settling'-squares (U).
When the fermentation is finished and the beer so far 'settled' or freed from suspended yeast, it is racked into casks, and stored in the cellars until ready for consumption. This period varies with the character and kind of ale; local mild ales being fit for use in about a week; pale ales, in two to four months; while strong and export ales require ten to fifteen months to fit them for the market. With all export and pale ales, a quantity of the finest hops is added to the casks as they are filled. This greatly improves the flavour and the keeping and clearing qualities of the beer. Various theories have been advanced at successive periods in explanation of the phenomenon of fermentation, but that of Pasteur holds the field. Recent researches in molecular physics doubtless give some support to Nägeli's molecular-physical theory, but it is far from satisfactory. On the other hand, Pasteur's beautiful theory of alcoholic fermentation is at once scientific and rational. He has clearly proved that it is a vital phenomenon caused by the living yeast-cell, out of contact with free oxygen, attacking and breaking down the maltose molecules of the wort to satisfy its own requirements. In further support of this theory, Pasteur and Muntz have proved beyond question, that the cells of plants (morphologically similar to yeast-cells), when deprived of the requisite supply of free oxygen by being placed in an atmosphere of carbonic acid gas, give rise to the ordinary products of vinous fermentation. The cells attack the sugar already formed in the plant, depriving it of its oxygen, and producing alcohol and carbonic acid in the same way as yeast does in any saccharine solution. See FERMENTATION.
The yeast-ferment belongs to the lower order of Fungi, and when added to beer-wort, it assimilates the free oxygen, then attacks the sugar, decomposing it into alcohol and carbonic acid, with a number of minor products, such as succinic acid, glycerine, &c. The simple form of rearrangement may be thus represented :
Pasteur's researches have further enabled him to expose and to explain the insidious and destructive working of some of the wild ferments and bacteria which occasionally play such havoc with the produce of the brewery.
Nothing has yet been said regarding the water-supply of the brewery, and although it comes in last, it is by no means the least important element in the process. Absolutely pure water is essential to the successful brewing of all beers, and for high quality keeping ales it is also necessary that it should possess considerable permanent hardness. This is the case with the Burton and Edinburgh wells, hence their product is deservedly held in high repute.
We have not in describing the mashing said anything about the substitutes that are used to partially replace the malt extract, but since Mr Gladstone's Inland Revenue Act of 1880, they have become so general as to decidedly deserve mention. They consist either of a preparation of raw grain, or some variety of brewing sugar. The raw grain consists of specially prepared rice or maize-meal, and while such a substitute may be used in the mash to the extent of 5 to 10 per cent. for ordinary beers, it cannot be used with the same degree of freedom for fine pale or export ales. The ordinary brewing sugars, manufactured mostly from rice and maize-meal by the action of heat and dilute acid, are perhaps the safest substitutes, provided a proper brand is secured; but nothing has yet been brought before the scientific brewer to take the place of malt extract which can compare or compete as a 'substitute' with O'Sullivan and Valentin's 'Dextrine Maltose.' It is manufactured from raw starch, like the sugars, by the action of dilute acid, but the transformation is checked just at the moment when the relative proportions of dextrine and maltose are similar to those found in normal malt wort. The moderate use of genuine substitutes for malt does not in any way diminish, but rather tends to promote the purity of the beer, and the prejudice against them is altogether misguided and mistaken. In some countries barley is discarded altogether in many cases; the native grain being used in its stead, producing naturally a 'native' beer, and differing somewhat from our idea of what a beer should be like. Thus in Japan a popular drink (Saki, q.v.) is made from rice; in South America and India, from maize; while in some parts of Africa the millet seed is the source of the intoxicating beverage. See also AVA, PULQUE.
Varieties of Beer.—There are various technical terms used to distinguish the different kinds and qualities of beer. Thus, 'Table Beer' is a beer of light gravity, and as its name signifies, was meant originally for general table use; though still greatly in favour, it has been largely replaced by other varieties, notably Pale Ale. 'Pale Ale' is a highly hopped beer made from the very finest selected malt and hops, while 'Mild Ale,' or as it is called in Scotland 'sweet ale,' is of greater gravity or strength, and is comparatively lightly hopped. There is also a difference in the mode of fermentation. Pale ales may be allowed to attenuate very low, but the mild ales must be brewed and fermented so as to keep them at a higher finished attenuation. This gives them a rounder, fuller flavour, while the moderate proportion of hops makes the mildness or sweetness more pronounced. 'Porter' again is a black beer, and requires to be differently manipulated in the mash-tun from any of the varieties just mentioned. It is necessary to have in the mash a mixture of pale amber and roasted malts in the proportion requisite to give the desired flavour and colour, and having achieved this, porter thereafter goes through almost the same process as ordinary ale. Stout is the name given to better-class porter, in other words, a stout or strong porter.
In the foregoing epitome of the process of brewing as generally practised in this country, mention of special systems—such as the skimming and Yorkshire Stone Square—has been purposely omitted, as likewise has any reference to the vatting and blending of stouts. These are subjects for a book on brewing; but a sentence may be added regarding lager beer, which, although only manufactured in a few isolated instances in Great Britain, is now growing rapidly in favour in America and in nearly all the warm climates of the globe.
The difference between the manufacture of lager and ordinary beer lies in the system of fermentation, the type of yeast used, and the manner of storage. The fermentation is carried on at a temperature from 20° to 25° F. below the ordinary average of this country, and the yeast, in place of rising to the top, falls to the bottom of the fermenting-square. It is essentially a 'bottom' yeast fermentation as opposed to the typical 'top' fermentation of English and Scotch beer, while the yeast-cell is rather smaller and more irregular. In consequence of the low temperature the fermentation is naturally more prolonged, occupying from ten to twenty days, and the type of alcohol differs from that produced at a higher temperature, being considered physiologically more beneficial. Some years ago, great stress was laid on the German system of mashing called the 'thick mash,' which consisted of boiling or cooking a portion of the mash, and running it back and remixing it with the portion left in the tun; but it is now found perfectly possible to brew the finest lager beer with a slight modification of our own mashing method. As soon as the lager fermentation is finished, the beer is stored in large vats in cellars kept at a temperature of from 38° to 42° F. In about four months' time the beer is ready for consumption, when it is racked into casks, and each day's supply sent out to the customers fresh from the brewery every morning.
In consequence of the low temperature at which it is fermented and stored, lager beer holds in solution a large quantity of carbonic acid gas, hence its crisp refreshing palate flavour and fine creamy condition.
With the passing of Mr Gladstone's Inland Revenue Act of 1880, a somewhat important change has come over the brewing industry of the country. Previous to the passing of that act the tax was levied on the malt in lieu of the beer—in other words, on the raw material instead of the finished product. Since October 1880, however, brewers can be charged duty either on the beer produced or on the materials used, and if the beer produced from say 40 qrs. of malt is less than the excise authorities presume should be got from that quantity of material, then the brewer has to pay on the quantity mashed, and not on the barrels in the fermenting-tun. The standard which the Inland Revenue have fixed is 18 gallons of beer of 1057° specific gravity for every 42 lb. of malt mashed. Many of the smaller brewers, without proper plant appliances, are placed at considerable disadvantage under the new act, owing to their inability to obtain the presumptive extract from the lighter varieties of malt; and owing to this and other causes they are decreasing in number year by year, as the following figures, which must be of general interest, show. In the year ending September 1880—the last year of the malt-tax—there were 21,223 persons licensed as brewers for sale in the United Kingdom, while in the following year—the first year of the beer-tax—there were only 17,110, or a decrease of 4113 licensed brewers in one year. In 1886 there were only 14,166 licensed brewers. But in spite of the great decrease of licensed brewers, the quantity of beer produced in the United Kingdom remained practically the same. In 1893 the number of brewers licensed for sale had further decreased to 10,143, while the quantity of beer made had increased. The vigorous ferment called by the Japanese name of Taka Koji, and derived from the fungus Eurotium oryzae, has been used as a substitute for yeast. There are treatises on brewing and malting by Black (1875), Steel (1878), Fankner (1884), Stopes (1886), and Moritz and Morris (1891); see also Mathers, The Microscope in the Brewery (1889), and Bickerdyke's Curiosities of Ale and Beer (1886).
The following table shows the consumption (in gallons) of beer per head in various countries:
| Production. Barrels. |
Consumption. Gals. per head. |
|
|---|---|---|
| Belgium..... | 5,800,000 | 36.00 |
| United Kingdom..... | 27,500,000 | 26.27 |
| Germany..... | 25,500,000 | 20.00 |
| United States..... | 22,000,000 | 14.14 |
| Denmark..... | 600,000 | 11.65 |
| Holland..... | 900,000 | 8.46 |
| Austria-Hungary..... | 7,700,000 | 7.10 |
| Norway..... | 376,000 | 6.36 |
| Switzerland..... | 440,000 | 5.87 |
| France..... | 5,500,000 | 5.21 |
| Sweden..... | 537,000 | 4.20 |
| Canada..... | 370,000 | 3.17 |
| Russia..... | 2,000,000 | 0.84 |
| Italy..... | 94,000 | 0.13 |
With reference to the above table, it should be mentioned that in the case of Germany the figures refer to the whole German empire. The consumption varies enormously in the different states, being as much as 40 to 50 gallons per head in Württemberg.