Brick. The earliest examples of this branch of the ceramic art were doubtless the sun-dried bricks of Egypt, Assyria, and Babylonia. Remarkable to say, many of these, which, in a northern climate, the frosts of a single winter would destroy, have been preserved for some 4000 years by the dry, warm atmosphere of those countries. Sun-baked bricks of ancient date are also found in the mud walls of old towns in India. They are still much used for walls of houses in Persia, but are there faced either with burnt bricks or with plaster of Paris. Kiln-baked bricks must have been the products of a later time; but they are found in all the chief ruins of ancient Babylonia, where they were often used to face or bind together walls of sun-dried bricks, and occasionally they were even ornamented with enamelled colours. Burnt bricks were employed in the foundations of the Tower of Babel (q.v.). These ancient bricks, whether baked by the sun or by fire, were all made of clay mixed with grass or straw. Most of the great ruins in Rome are built of brick, and the Romans appear to have introduced the art into England. Interesting historical information has been obtained from the impressions on Roman, and especially on Babylonian bricks. Bricks of the modern or Flemish make were used in England in the 13th century. For the unburnt bricks of Texas, Mexico, and Central America, see ADOBE.
Manufacture of Bricks.—Clay suitable for the manufacture of common bricks is an abundant substance, but there is a great difference in the nature and quality of the clays found in various localities. The basis of clay consists of hydrated silicate of alumina, with a varying proportion of other mineral matters, chiefly free silica (sand), iron, lime, magnesia, and potash. Great advantage is derived from digging clay in autumn, and exposing it all winter to the disintegrating action of frost. The next process is that of tempering or mixing the clay into a homogeneous paste, which is sometimes done by the spade, but more commonly in the pug-mill (see fig. 2). In making bricks by the old hand process, the shape is given by a mould either entirely of wood, or of wood faced with metal, and without top or bottom. A 'plane' is used to press in the clay, and to smooth the upper and lower surface of the brick.
Although hand-made bricks are still very common, yet machinery is now largely employed to produce them. Brick-making machines are of two leading kinds; one class of them being constructed to work the clay in a wet plastic state, the other class requiring it to be in a dry or semi-dry condition. Of the two sorts, the wet-clay machines are the simpler, but the dry-clay machines, by forcing the clay into moulds by strong pressure, shorten the process, as no time is required for drying them. The bricks so made, too, are not only of a more perfect shape, but they can be moulded into any form, and may even be made ornamental at a very slight additional cost.
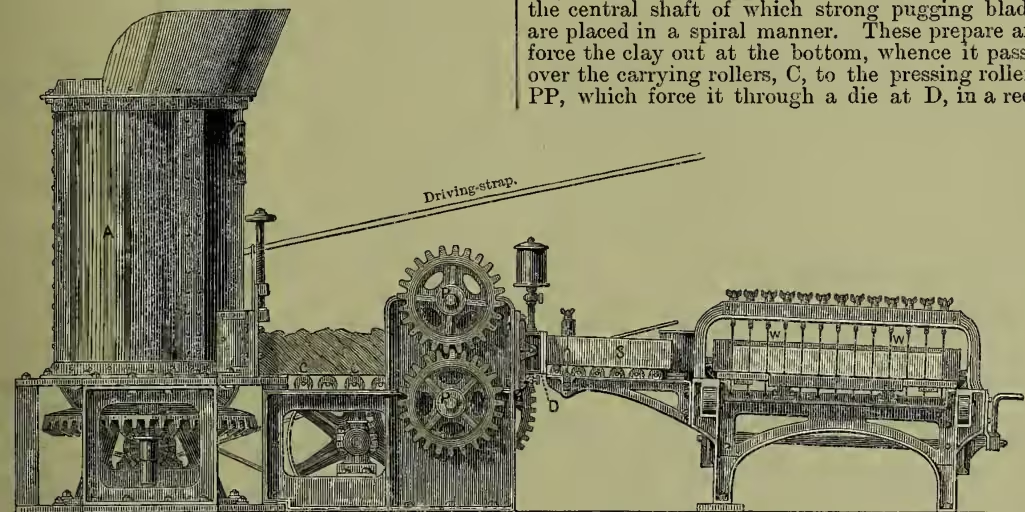
Fig. 1 will convey a good idea of the general plan on which most of the wet-clay machines work. The machine is driven by steam, and the clay is fed by a hopper into the pug-mill, A, on the central shaft of which strong pugging blades are placed in a spiral manner. These prepare and force the clay out at the bottom, whence it passes over the carrying rollers, C, to the pressing rollers, PP, which force it through a die at D, in a rect- angular stream, S, so exactly shaped to the required size that nothing more is necessary than to cut it into single bricks by the wires, W. These are set in a rocking frame, which can be so adjusted as to cut the bricks on the square or at an angle; the one plan being adopted when the clay is at rest, the other while it is in motion. The figure shows what is called a single-ended machine. Some of these machines are provided with a pair of powerful crushing rollers, which reduce any hard lumps or stones before the clay enters the pug-mill. Hollow bricks and drain tiles are made by the same kind of machinery, with peculiarly constructed dies.
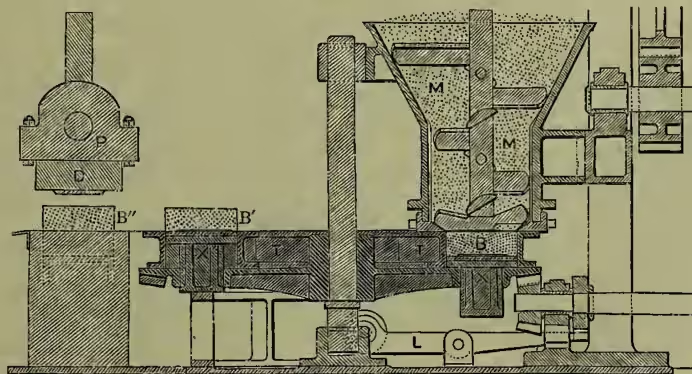
Fig. 2 shows a dry-clay machine by Messrs Bradley & Craven, Wakefield, which is considered an excellent one. The figure is a simplified diagram (vertical section) with only the principal parts shown. The machine comprises a mixer (not shown), a pug-mill, MM, a circular rotary moulding table, TT (more darkly shaded than the other parts), and a powerful press, P, worked by an eccentric, and moving in slides. The rotary table may have from twelve to twenty-four moulds round its periphery. In operation the clay is carried forward through the inclined mixer to the pug-mill, from which a pair of moulds (one only seen in figure at B) is directly under the operation of the pug-mill, the blades of which by their screwlike action com- press the clay into the moulds. At each partial rotation of the table two pugged bricks are lifted out of the moulds (one seen at B'). These bricks are ejected by the lever, L, acting on the mould-pistons, X'. Self-acting gear (not shown) delivers the two bricks under the press, one of which is seen at B''. One of the dies of the press, which are kept hot by steam, is shown at D ready to descend upon one of the bricks. After being pressed they are taken to the kiln. For brick-making machines in the United States, see Gilmore, in the Reports on the Philadelphia Exhibition of 1876.
The green bricks, after being carefully dried, either in the sun or by artificial heat, are usually baked in a kiln with a suitable arrangement of fires and flues. Kilns are of different forms, but Hoffman's is considered a great improvement on the older kinds (see POTTERY). In it the waste gases from the main firing are utilised to partially burn newly-made bricks. The time required for firing in ordinary kilns varies from 40 to 60 hours for common red and white bricks, while for some fire-bricks 150 hours are necessary. Where kilns are not used, bricks are burned in clamps, the clay requiring to be mixed up, in the process of tempering, with a quantity of ground coal sufficient to burn them. A good test of the character of a clay is obtained by the result of firing. The average contraction in the kiln for prepared clays is per cent. If a brick contracts much more than this, the clay is too fusible.
All brick clays contain iron, and the colour of a burnt brick almost entirely depends on the amount of it which is present; thus clays containing less than 1 or per cent. of iron, change in the kiln to various shades of cream colour and buff, whilst those containing more than 2 per cent. range in colour from yellowish-fawn to dark red. Blue bricks are made from the same clay as the red by controlling in a peculiar way the supply of air in firing, and by carrying the heat slightly further. It is asserted by some that the red is changed to the black oxide of iron in the process.
London Stock Bricks.—This is the common kind of brick used in and about London. Fine-sifted ashes and coal are mixed with the clay in its manufacture. It is of a yellowish colour, and very serviceable; but it is only the best qualities of it that are fit for the fronts of buildings.
Rubbers.—Norfolk and Suffolk red and white bricks are largely used for facings in the metropolis and elsewhere. Some kinds of these, as well as some 'Malm stocks,' are soft enough to be rubbed true on the faces and beds for fine work, and they can even be carved.
Staffordshire Bricks.—For fineness of texture and uniformity of colour many bricks made in the pottery districts of this county are the best in England.
Glazed Bricks.—These are made of any desired colour on the face, which is imparted to the glaze. They are highly useful, not only for decorative purposes, but for passages, stables, and other places which require frequent cleaning.
Slate-bricks are made from the debris of slate-quarries. It has been ascertained that bricks composed of powdered slate are among the strongest kinds known.
Fire-clay Bricks.—Refractory clays are abundant in the coal-measures, some of fine quality being found about Newcastle and Glasgow, but the most celebrated is that of Stourbridge. The kinds containing least oxide of iron and alkaline substances make the best, because the most infusible fire-bricks. Gannister bricks are of the most refractory description. They are made of a highly siliceous fire-clay, and used for steel furnaces (see FIRE-CLAY).
Composition Bricks.—In districts where the carboniferous formation occurs, excellent building bricks are made of a mixture of fire-clay, shale, and common clay.
Dinas Fire-bricks.—These Welsh bricks are almost pure silica, and were long supposed to stand the high and long-continued heat of metallurgical and other furnaces better than any other known brick. They must not be placed near alkaline substances.
Bauxite Bricks.—The most refractory of all fire-bricks, named from Bauxite, a clay from Baux, near Arles in France. They have been recently introduced, and are composed chiefly of alumina and oxide of iron, with a little silica. The iron is reduced to the metallic state by the addition of a little plumbage.
Floating Bricks.—A diatomaceous earth called fossil meal, and consisting largely of silica, is used to make these curious bricks which float in water. They are made in Tuscany, and are very refractory, but wanting in coherence. A similar earth has been found in the Isle of Skye, and one or two other places in Scotland.
American Bricks.—In the United States, bricks are as a rule of excellent quality. The face bricks of Philadelphia and Baltimore are equal to any made in other countries.
The duties formerly levied on bricks in Great Britain were wholly repealed in 1850.
Bricklaying.—In some countries, and in large provinces or over extensive areas of others, brick is the only available material for house-building. Not unfrequently brick has to be resorted to even where stone abounds, if, owing to its hardness, the cost of working it is excessive, or if it be of a perishable nature, or has other faults which render it unfit for building purposes. Most of the towns of southern England, of Holland, and of North Germany, are largely or almost entirely built of brick.
The standard size of English bricks being 9 inches by , the thickness of walls is regulated thereby. They are either half-brick, 1 brick, , 2, 3, or 4 bricks in thickness. In moderate-sized modern English houses, the inside partition-walls are usually half-brick, the outer walls, 1 or . Modern brick houses are, for the most part, far less substantial than those erected by our forefathers. Building leases being usually granted for ninety-nine years, at the expiration of which term the whole property reverts to the freeholder, the object of the builder is merely to make a house that shall stand for that period, and not to expend any money for the sake of further stability. In laying the foundations of walls, the first courses should be thicker than the intended superstructure, and the projections thus formed, usually of quarter brick on each side, are called 'set-offs' (see FOUNDATION).
Mortar composed of lime and sand is the common cement for brickwork. It should be equally and carefully applied; and the bricks wetted, in order that the mortar may adhere more firmly, by being absorbed into their pores (see CEMENTS).
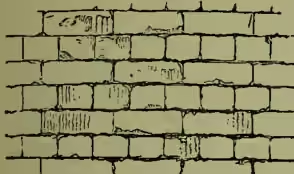
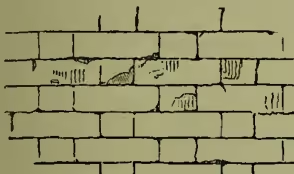
The most important thing in bricklaying is to see that the wall is properly bonded. The bricks of every course should cover the joints of the course below it, or, to use the bricklayer's phrase, the work must 'break bond.' A layer or stratum of bricks is called a course. Bricks laid with their lengths in the direction of the course, and their sides to the wall face, are called stretchers; those laid transversely, with their ends forming the wall face, headers; a layer of headers, a heading course; of stretchers, a stretching course.
The two kinds of bond almost exclusively used in England are the English and Flemish bond. English bond consists of alternate stretching and heading courses; Flemish bond, of a stretcher and header laid alternately in each course (see figures); English bond is the strongest; Flemish bond, the more ornamental; and they are used accordingly. There are two other kinds of bond occasionally used for thick walls. In both, the centre of the wall is filled up with bricks laid diagonally, by what is called in the one case raking courses, and in the other herring-bone work. In order to strengthen the bond, bands of hoop-iron, tarred and sanded, are sometimes laid flatwise between the courses. This 'hoop-iron bond' has superseded the old practice of using bond-timbers. Walls of brick are frequently built hollow, and these dry quicker and perhaps more thoroughly than those built solid. In such walls there is a thin outer and inner face of brick with hollow spaces between. Different ways are adopted for bonding or tying these walls.
Bricks of the ordinary rectangular shape are often used for arches, leaving the gaping interstices at the upper ends to be filled with mortar, or chips of brick. Such an arch cannot be strong. As the joints radiate to a centre, the arch bricks should be made of or cut to the proper form, just as arch stones are cut to the right shape. In all kinds of bricklaying the walls should be built up level throughout, in order that the settlement may be equal, and evidently they should be quite vertical.
Bricklaying is measured by the rod or by thousand. A rod contains 272 square feet of standard thickness—that is, brick. This is equal to 306 cubic feet, and will, on an average, require 4500 bricks, allowing for waste. A cubic yard contains 384 bricks, and on an average 373 will weigh a ton.
Bricklaying in Frosty Weather.—The British Foreign Office issued in 1887 a very interesting report by Consul-general Michell on the building of brick walls in Norway in winter. For twelve years previous to 1887 building during frost has been practised at Christiania, and in that time a great many houses and some public buildings have been erected of brick either partly or entirely during weather which was frequently from to F. below freezing-point. It is still an open question to what limit of temperature such work can be carried on. The buildings hitherto erected have stood well. Building during frost is also executed to some extent in Berlin. Mr Paul Due, a leading architect in Christiania, says: 'In the use of unslaked lime lies the whole art of executing brickwork in frosty weather.'
Coloured bricks, as a means of external ornament, have been extensively and most effectively used in North Italy and Germany, and in England specially by Butterfield—e.g. in Keble College, Oxford. The works of Mr Ruskin, Mr Gally Knight, Webb's Continental Ecclesiology, Street's Brick and Marble of the Middle Ages, and Ferguson's Handbook of Architecture, and especially Gruner's Terra-cotta Architecture of North Italy, may be consulted for illustrated examples of these.
Chromatic brickwork is now becoming very extensively used in England, especially by architects who are endeavouring to revive the style of architecture called by themselves English Gothic, and by some others Venetian Gothic, in which the pointed arch, formed of coloured bricks, forms one of the prominent features (see TERRA-COTTA).