Button. The history of button-making is in many ways a curious one. Dating no further back as a trade of any importance than the reign of Elizabeth, it has undergone several extraordinary changes. Bright, showy, and costly steel buttons with numerous facets were worn last century on court dresses. Similar buttons have been recently made in Paris. In Great Britain, Birmingham has always been the principal seat of the button-manufacture. What has been called the 'Augustan age' of button-making in that city included the latter portion of the 18th and the early part of the 19th century, when even tradesmen wore coats 'loaded with innumerable gilt buttons,' and when employers on a moderate scale in this manufacture were making incomes of from £2000 to £3000 a year, and their workmen from £2 to £4 per week. Early in the present century, Mr B. Sanders introduced the cloth-covered button, which initiated the change from those made of metal. His son in 1825 effected the improvement of making it with a canvas tuft instead of a metal shank, which does less injury to the garment. This kind of button has had an enormous sale.
The shell, consisting of two discs of thin metal, the cloth covering in front, the canvas on back to form the tuft, and the millboard stuffing, together make up a 'covered button. All these parts are circular and separately punched out of sheets. In the punching of the front metal disc its periphery is at the same time turned up. The back disc or collet is made in a similar manner, but a hole is made in the centre of this to let the tuft or flexible shank protrude. All the component parts being ready, a workman using a press with a punch and die unites them firmly together. He first covers the front part of the shell with the silk, and subsequently, by the introduction of a round steel tool into the press, he unites this with the collet and its accessories.
Mr W. Elliott patented in 1837 a mode of covering the button with silk, having a pattern in the centre, the demand for which kept sixty looms constantly employed. In 1841 the old Dorsetshire wire and thread button was replaced by the 'three-fold linen button,' still considered indispensable for underclothing, since neither washing nor mangling quickly destroys it. The linen covering of this button is held fast by the pressed down edges of a groove in its internal brass ring.
Soon after coloured tweed coats began to be worn, fully forty years ago, brass buttons of an ornamental kind were used for them. Heads or entire figures of animals, for example, were stamped upon the buttons, and they were bronzed (see BRONZING) in various tints to match approxi- mately the colour of the cloth. Except for livery servants and other special purposes, it is chiefly trouser-buttons that are now made of metal. These are largely produced from rolled sheet-brass. The blanks are punched out either by a hand or steam press and are afterwards stamped, which operation depresses the centre and thickens the margin. The holes are also punched out. Ornamental sleeve-links and solitaires are sometimes produced by electro-deposit in gutta-percha moulds made from chased patterns.
Buttons of Vegetable Ivory (q.v.) are now all but universally used for tweed coats and vests. The palm fruit which yields it is called 'corozo nut.' It is not unlike true ivory but softer, and is easily turned and dyed. These buttons are often mottled with some stain to suit the common patterns of tweed stuffs. In a handbook of Birmingham published in 1886, it is stated that thousands of tons of corozo nuts are consumed every year in the manufacture of buttons. Various kinds of wood, such as beech, box, rosewood, lignum-vitæ, zebra-wood, and walnut are manufactured into buttons. Wood moulds or cores for ladies' buttons, which are covered with cloth of the same pattern as a dress, are made in enormous numbers in the south of France.
Mother-of-pearl buttons are formed of the beautiful substance of which the large flat shell of the pearl-oyster consists, and this has long been a favourite material for buttons. Small cylinders are first cut out of the shells with a tubular saw. These are then split into discs, which are shaped by a steel tool, drilled with holes, and finally polished with rotten-stone and soft soap, or by a more recent method with ground charcoal and turpentine. Shirt-studs as well as flat and globular buttons with metal shanks are also made of this substance. See MOTHER-OF-PEARL.
Among other animal substances used for buttons are ivory, bone, horn, and hoof. From this last so-called 'horn buttons' were some years ago made in enormous numbers by pressing them in heated dies in which the design was cut. There are many kinds of composition buttons.
Glass buttons are made in great variety. For 'pinched' buttons small rods of coloured glass are heated at the ends, and pressed into shape by means of a pair of rather long hand-pliers, on the ends of which are a die and its counterpart, likewise kept hot. Other kinds are cut out of coloured sheet-glass, which is coated on the back with tin-amalgam like a mirror. Along with other varieties, some beautiful glass buttons are made in Bohemia, either partly or wholly of aventurine glass; and of this 'gold'-spangled material artistically inwrought with other colours, studs and solitaires still more remarkable for their beauty and minute patterns are made at Venice.
Porcelain buttons were a few years ago nearly all of French manufacture, but they are now made principally at Prague. The plastic clay is pressed into moulds of plaster of Paris in the same way as small objects are usually produced in earthenware. Some are plain and others are painted or printed with patterns.
More or less expensive buttons are made of ornamental stone, such as agate, jasper, and marble. Occasionally they are formed of amber, jade, or of still more costly materials, as pearls and gems. As to other materials, a Birmingham manufacturer says it were easy to write out a long list from which buttons have been made, but very difficult to name one from which they have not been made.
In recent years, improved methods and machines have been introduced for the shaping as well as for the polishing and finishing of bone, corozo, and wood buttons. Machinery is used in Germany for the manufacture of composition buttons, and there is an American machine for performing automatically all the operations in manufacturing covered buttons.
In England, Birmingham is the seat of the button trade, which, however, is much more largely developed in France. But both countries are now suffering in the competition in the markets of the world with Germany, where labour is cheap and very skilfully applied. In the United States, buttons are principally made at New York and Philadelphia.
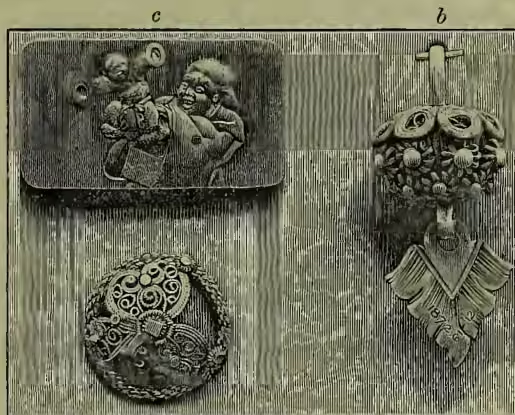
It is only rarely that a button is a thing of beauty apart from the material of which it is made. The annexed illustrations, however, show two of silver filigree as worn on dresses in Norway (a) and Iceland (b), which have some claim to artistic merit, and the third (c) represents one of many Japanese buttons or netsukes, in which the skill and fancy of a true artist is still more apparent. It is but right to add that at Birmingham some first-class artists were engaged in die-sinking for metal buttons in the early years of Queen Victoria's reign.