Glass (Anglo-Saxon glæs) is essentially a combination of silica with some alkali or alkaline earth, such as lime, barytes, &c. Generally speaking, it is understood to be a silicate of soda, or a combination of silica or flint with one or more of the salts of sodium, with the addition of certain metallic oxides, &c., as explained on page 239.
History.—The invention of glass dates from the earliest antiquity, and the honour of its discovery has been contested by several nations. As the oldest known specimens are Egyptian, its invention may with great probability be attributed to that people. It is mentioned as early as the 5th or 6th dynasty, about 3300 B.C., and called bashnu, the Coptic bijni; articles made of it are represented in the tombs of the period; while its fabrication is depicted in sepulchres of the 12th dynasty—i.e. about 2500 B.C. The glass of Egypt was generally opaque, rarely transparent, and always coloured, the articles made of it being of small size, and principally for adornment, as beads, vases, small figures, and objects for inlaying into wood or other material. Specimens exist of this glass bearing the name of the queen Hatasu of the 18th dynasty, and vases of blue glass, with wavy lines in white, light-blue, yellow, black, red, and green, of that and a later age, have been discovered. The Egyptians also successfully imitated precious and other stones in glass—as emeralds, lapis-lazuli, turquoises, jaspers, onyx, and obsidian. Transparent glass, indeed, does not appear earlier in Egypt than the 26th dynasty, about 660 B.C., when bottles and a few other objects were made of it.
Under the native Pharaohs, Egyptian glass seems to have been extensively exported to Greece and Italy, and its reputation still continued under the Ptolemies, when the furnaces of Alexandria produced glass vases of numberless shapes and considerable size. Egypt retained the pre-eminence in the manufacture of glass under the Romans, the sand of Alexandria being indispensable for the finest qualities, and it exported glass to Rome. Hadrian, on his visit, was struck with the activity of the manufacture, and sent to his friend, the Consul Servianus, one of the vases, called allosontes, or 'opalescent;' and the Roman writers mention with admiration the melting, turning, and engraving of Egyptian glass. The art of glass-making, in fact, has never become extinct in Egypt, the Fatimite Califs having issued glass coins in the 10th and 11th centuries, and beautiful lamps of glass enamelled on the surface with various colours having been made in the 14th century.
After the Egyptians, the people of antiquity most renowned for glass were the Phoenicians, who were its legendary inventors. Certain of their merchants, says Pliny, returning in a ship laden with natron or soda, and having been compelled by stormy weather to land on a sandy tract under Mount Carmel, placed their cooking-pots on lumps of natron on the sand, which, fused by the heat of the fire, formed the first glass. This statement, introduced by Pliny himself with fuma est, points only to the great antiquity of the art among the Phoenicians, for the occurrence is a simple impossibility. Sidon, indeed, was early celebrated for her glass-wares made of the sand brought down from Mount Carmel to the mouth of the river Belus. The nature, however, of the earliest Phoenician glass is unknown, unless the opaque little vases of the toilet found in the tombs of Greece and Italy, and the beads of the same discovered in the barrows and tumuli of the old Celtic and Tentonic tribes were imports of the Phoenicians. It is certain that at a very early period the manufactures of the Phoenicians were widely distributed over the Mediterranean coast, and even reached the shores of Britain, where they were exchanged for the mineral wealth of Cornwall. The vases of Sidon were highly esteemed at Rome under the Antonines, fragments of bowls of blue and amber glass, with the names of the Sidonian glass-makers, Artas and Irenæus, stamped in Latin and Greek, having been found in the ruins.
From these two centres, Egypt and Phoenicia, it is probable that a knowledge of the art radiated, and was transplanted into neighbouring countries with the growth of civilisation. The manufacture, it might be inferred, was early established in Assyria, for in his excavations at Nimrud Mr Layard unearthed with other glass remains a vase of white glass having stamped or inscribed on it a lion and the name of Sargon, who reigned 722 B.C. But this specimen may have been brought from
Sidon; and other fragments of glass brought by Layard from the same place are Roman in form, and certainly belong to the period when the Romans there established their colony of Claudipolis. In Greece the knowledge and use of glass were by no means ancient. In the days of Homer it was unknown. Herodotus, indeed, mentions its employment for earrings, but these may have been of Phoenician fabric. It was called hyalos, crystal or ice, and lithos chytē, or fusible stone. Aristophanes, 450 B.C., mentions glass or crystal vessels, and various inscriptions confirm its use; but its value was next to gold, which could hardly have been the case if it had been of native manufacture. In the 4th century B.C. Pausias, a celebrated painter, had depicted Methē, or 'Intoxication,' drinking from a transparent glass bowl which revealed her face. Glasses and plates, amphoræ and diotē, large two-handled jars, were made of it, and also false stones for finger-rings, called sphragides hyalinae. These last, called by archaeologists pastes, were imitations of engraved stones in coloured glasses, used for the rings of the poorer classes, and were no doubt often copies or impressions of engraved stones of celebrated masters. False gems and cameos having a subject in opaque white, sometimes like the sardonyx, with a brown layer superposed on the parts representing the hair, and the whole laid on a dark-blue ground, appear before the Christian era. Lenses also were made of glass, and the celestial sphere of Archimedes was made of the same material.
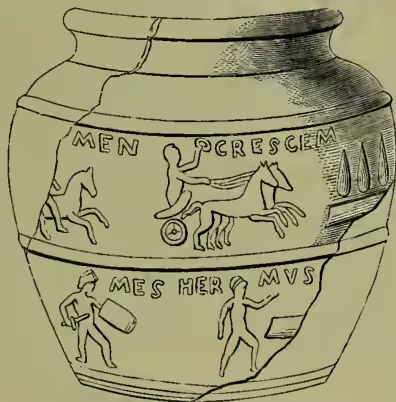
Among the Romans the glass-making art does not date earlier than the commencement of the empire, importations from Sidon and Alexandria having previously supplied the want of native manufacture; but there is ample evidence of its extensive manufacture at that period. As early as 58 B.C. the theatre of Scaurus had been decorated with mirrors or glass plates disposed on the walls. Glass was also used for paving, and for the blue and green tessere of mosaics (see MOSAIC). Window-glass does not appear to have been much used till about the 3d century A.D., the houses at Herculaneum and Pompeii, destroyed in the reign of Titus, being glazed principally with talc; but remains of glass-filled windows have been discovered in both cities, showing that its employment was at least begun in the 1st century. Lactantius, in the 3d century, and St Jerome, in 422 A.D., mention glass windows. Older windows of this material are said to have been found at Ficulnea, and even in London. Under the Romans, coloured as well as white glass was extensively used; it had a greenish tint in the first days of the empire, but had sensibly improved in colour and quality in the days of Constantine. The first production of a white glass like crystal, probably much freer from air-cavities and other imperfections than had previously been accomplished, was in the days of Nero. Its use was most extensive, and it was either blown or stamped according to the objects required. Glass vases, vasa vitrea escaria potoria, are mentioned. So are costly cups of many colours, purple ones of Lesbos, and balsamarii, especially the kind long called lachrymatories, which held perfumes, medicine, drugs, and other substances like modern vials, amphoræ, ampullæ, pillar-moulded bowls, bottles for wine (lagenæ), urns (urnæ) for holding the ashes of the dead, and pillar-moulded bowls or cups (pocula), hair-pins, beads, rings, balls, draughtsmen, dice, knucklebones (astragali), mirrors, multiplying-glasses, prisms, magnifying-glasses, and water-clocks were made of this material. Most of the precious stones were successfully imitated in glass pastes; and the Empress Salonina was egregiously cheated by a fraudulent jeweller. But the most remarkable works in glass are the cameo vases (toremata vitri); of which the most celebrated is the Portland Vase (q.v.) in the British Museum, which seems to have held the ashes of a member of the imperial family of Alexander Severus, who died 235 A.D. A vase of smaller size, but of similar fabric, with arabesques, found at Pompeii, exists in the Naples Museum; and numerous fragments of even finer vases, some with five colours, exist in different museums. In the reign of Tiberius an adventurer pretended that he had invented flexible glass, and threw down a vase which only bent, and which he readjusted with a hammer; he seems to have connected it in some way with the philosopher's stone, and the emperor is said to have banished him or put him to death. In the 3d century A.D. appeared the diatrēta or 'bored vases,' consisting of cups (pocula) having externally letters and network almost detached from the glass, but connected by supports; all which must have been hollowed out by a tool, involving great labour. One vase of this class, bearing the name of Maximianus, who reigned 286-310 A.D., found in the vicinity of Strasburg in 1825, and preserved in that city, fixes their age. At a later period bowls of engraved glass, having subjects of gladiatorial fights, came into use. Still later, apparently in the 5th century, a new style of glass ornamentation was introduced, consisting of the figures of Christ and legends of saints, and the portraits of private persons laid on in gold upon one layer of glass, over which was placed another through which they appeared. While the art of glass-making declined in Rome with the decay of the empire, its practice was transferred to Constantinople, and there it continued to flourish under the Eastern Empire throughout the dark ages; the artificers impressing on their products that peculiarity of form and ornamentation which is known as Byzantine. The Byzantine manufacturers became specially famous for the production of glass mosaics; and throughout the middle ages there are many notices of mosaic decorations derived from Constantinople. From the Byzantines the Arabs obtained a knowledge of glass-making, and 'glass of Damascus' attained celebrity in medieval times through the numerous examples brought to western Europe by Crusaders.
It is most probable also that the great centre of the glass industry of medieval and more recent times, Venice, received its early impulse and lessons from Constantinople. The art began there with the beginning of the city in the 7th century A.D.; but it experienced a marked improvement after the conquest of Constantinople in 1204, and in 1291 the establishments were removed to the island of Murano, the manufacturers forming a guild with a Libro d'Oro, or register of nobility, and guarding their secret with the greatest jealousy. In 1436 their colour-glass came into note, and continued so till the close of the century; and in the 16th century lace-patterns and mirrors were introduced. In the 15th and 16th centuries plain glass with tasteful ornaments gilt and enamelled; in the 16th, crackled lace and reticulated glass, vitro di trino; and in the 17th century variegated or marbled glasses were produced. The of white colour, enamelled with coloured coats of arms and other devices, millefiori, and schmeltz glass. Engraved glass was first introduced by Caspar Lehmann at Prague in 1609 under imperial protection, and continued by his pupil G. Schwanhard; and ruby glass by Kunckel in 1679. Glass is said to have been made in 1294 at Quinquengrone, in Normandy, and a common kind was made later in Dauphiné and Provence. In 1665 twenty Venetian glass-workers were brought by Colbert to Paris, where they set up the blowing of glass and the silvering of mirrors, the famous mirror hall in Versailles having been furnished by them. In 1688 an exclusive privilege of making large plates of glass by casting was conferred on Abraham Thevart. It has been discovered that the name Thevart was assumed by a syndicate of capitalists formed to develop and work the invention of Louis Lucas de Nehon, who was the real inventor of plate-glass and the founder of the Gobain works—to this day one of the most extensive plate-glass works in the world. In 1865 there was placed a memorial over the door of the chapel of Gobain with the following inscription: 'Louis Lucas de Nehon inventa en 1691 la methode de couler les glaces, et installa la manufacture, en 1695, dans le château de Saint Gobain, ou il est mort, en 1728.' In France, oxide of lead flint-glass was made at St Cloud in 1784; another manufactory was subsequently established at St Louis in 1790; and the St Cloud establishment was removed to the vicinity of Mont Cenis, where it flourished till 1827.
It is uncertain whether glass was made in England before the 16th century, as that mentioned may have been imported from Flanders or Venice. In 674 Benedict Biscop introduced makers of glass windows into Northumbria; but window-glass was not in general use for windows till the 15th century. In 1557 flint-glass was manufactured at the Savoy and Critched Friars; in 1565 there were glass-works under Cornelius de Launoy; and in 1567 Jean Quarre and other Flemish manufacturers established works at Critched Friars, which Quarre's descendants extended to Sussex. In 1615 Sir R. Maunsell obtained a patent for making glass, in consideration of using pit-coal instead of wood, and oxide of lead was then introduced in 1635; and in 1673 Venetian artists, brought over by the Duke of Buckingham, manufactured mirrors of plate-glass at Lambeth, and drinking-glasses were made at this period. But Venetian glass was extensively imported. In 1771 the company of British Plate-glass Manufacturers was established at Ravenhead, near Prescot, Lancashire. Patent plate, which consists of fine sheet-glass polished, was first made by Messrs Chance of Birmingham in 1840. In Scotland the manufacture was introduced in the reign of James VI., and George Hay obtained a patent for thirty-one years. The first glass was manufactured at Wemyss, in Fife, afterwards at Prestonpans and Leith. In 1661 only the principal chambers of the king's palace had glass. In America attempts seem to have been made to establish glass-works at Jamestown, Virginia, in 1608-22; at Salem, Massachusetts, in 1639-40; in New York city before 1664; and in Pennsylvania before 1683. Subsequently works were established in 1780 at Temple, New Hampshire; in 1792 at Boston; and in 1797 at Pittsburg. Plate-glass was first made there in 1853, and it is also made at Baltimore and New York.
At an early period the application of glass for magnifying lenses appears to have been known. Ptolemy II. had a telescope mounted at the Pharos, and globes filled with water were in use for the purpose of magnifying under the Romans. Lenses are mentioned in the 12th century A.D. by Alhazan,
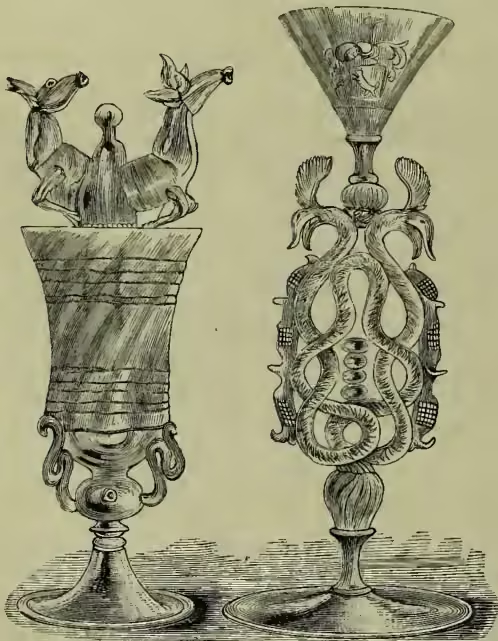
Fig. 4.—Venetian Glass on open-work stem.
millefiori glass extends through all periods, and seems to have been derived from the Roman, being continued to the present day, when large quantities of this glass in the form of beads are annually imported to England, and transported to Africa and Asia in the way of trade. The Venetian glass enjoyed for a long time the monopoly of commerce, the mirrors, goblets, and cups being exported all over the world, and within recent years there has been a marked revival of the skill and enterprise of Venetian craftsmen. The forms of the Venetian glass reflected its oriental origin, and the earlier glass of other countries of Europe in turn shows the derivation of their art from Venice. In Germany the oldest glass (which was flint) dates from the 16th century, and consists of goblets and tankards and by Roger Bacon in the 13th century; towards the close of which Salvino d'Armato invented eyeglasses, which were subsequently improved by Alessandro Spina. Glass-reflectors for telescopes, of great size and accuracy, have been made in France (see TELESCOPE).
As regards processes of making, that called the cylindrical was used by the ancients, and is mentioned by Theophilus at the end of the 12th century. The rotatory process was first introduced in Bohemia, subsequently into France in 1730, but not into England till 1832. Pressed glass was invented in America. In England there were twenty-four window-glass factories in 1847, and only seven in 1866. In 1889 there were in the United Kingdom 43 manufacturers of flint-glass, 4 of sheet, 4 of polished plate glass, 7 of rolled or rough plate-glass. The value of the export of glass from Britain increased from £26,694 in 1848 to about £500,000 in 1855; in 1887 it was £1,021,029, and in 1888, £1,109,341. The value of the foreign glass of all kinds imported in 1887 was £1,674,268, and in 1888 was £1,906,770. In 1880 the glass manufacture of the United States gave work to 211 establishments, employing 24,177 hands. Of the total product, with a value of 21,154,571, over two-fifths were made in Pennsylvania, and nearly an eighth in New Jersey. The export of glass and glassware had in 1886 a value of 773,878, in 1887 of 883,504. The imports had a value of 7,301,340 in 1887.
Manufacture.—In its ordinary state, glass is a solid body with a characteristic lustre called vitreous, and a conchoidal or shell-like fracture when broken, best seen in pieces of some thickness; further, it is more or less brittle, a property which arises from its outer and inner molecules cooling from a state of fusion at a very unequal rate. It is usually said to be amorphous, but perhaps it rather represents a stage between the perfectly amorphous and the crystalline states. A tendency in his glass to crystallise in cooling is one of the things a glass-maker dreads. Glass is commonly transparent, although this property is not an essential one, since a true glass may be almost opaque, or at most translucent, even when very thin. Glass when softened by heat is highly tenacious, and may be easily moulded into all conceivable shapes; it welds when red-hot; at a lower heat it is plastic, and may be cut with knives and scissors; when cooled it is usually quite brittle. But molten glass can be rapidly drawn out into long threads hundreds of feet in length, and such threads retain when cooled sufficient flexibility to be woven into a beautiful silky fabric.
The chemical composition of glass differs with the different kinds. It is essentially a silicate of soda or of potash combined with a silicate of some alkaline earth or other basic body, such as the oxide of lead. Silica with potash or soda alone, or with both, forms a soluble glass unfit for windows or vessels of any kind. The following table gives the composition of the chief kinds of glass:
- (1) Window-glass, including crown, sheet, and plate: silicate of soda and lime.
- (2) Bohemian Crystal-glass: silicate of potash and lime.
- (3) Flint-glass, often called crystal-glass or simply crystal: silicate of potash and lead.
- (4) Bottle-glass—that is, of the common kinds: silicate of lime and alumina; with smaller quantities of the silicates of potash or soda, iron and manganese; the silicates of baryta and magnesia being also frequently present.
There are some other kinds made on a more limited scale, such as optical glass, strass, and enamel glass. Any of the above kinds of glass may be coloured by the use of certain metallic oxides.
Raw Materials.—For the better kinds of glass these are the following: Silica, employed chiefly in the form of sand, of which an abundant supply, sufficiently free from iron for ordinary window-glass, is to be found in England. For the best qualities of plate and flint glass, in which purity of colour is essential, manufacturers have recourse to the sands of France and Belgium. Potash, as pearl-ash, or wood-ashes, or the sulphate of potash. Soda, in the form of carbonate or sulphate of soda. Lime, in the state of caustic lime, chalk, or ordinary limestone, if sufficiently pure. Baryta, from heavy spar or witherite; but barium compounds are as yet only to a limited extent employed. Lead is safest used in the form of red-lead (peroxide), a quality free from copper, which would impart colour, being specially made for glass-makers. Carbon, in the form of charcoal or powdered anthracite coal, for the decomposition of the alkaline sulphates. Cullet or broken glass of the kind intended to be made. All the above materials must be as free as possible from iron or other impurities when colourless glass is required; and, in order to prevent any iron or carbon present from tinging the glass, small quantities of oxidising agents, as nitre, arsenious acid, and peroxide of manganese, are also employed. Bottle-glass is made of comparatively coarse materials, as will be presently seen.
Glass Pots, or Melting-vessels.—These require to be very carefully made of some very refractory clay, since the cracking of one in the furnace, which sometimes happens when it is newly put in, is a considerable loss to the manufacturer. In Great Britain the famous Stourbridge fireclay is nearly always used for them. It is almost wholly composed of silica and alumina with water, and is nearly free from oxide of iron or other easily fusible ingredient. Much attention is given to the preliminary preparation of the clay, called tempering. It is then put into large cisterns, mixed with water, and kneaded with the naked feet, which renders the clay of a uniform consistency and free from air cavities; but it requires to be turned over and kneaded repeatedly. After a week or two, it is removed to large tables, where it is mixed with the ground fragments of old pots, and carefully worked into a plastic mass. This prepared clay is next made up into small rolled pieces, with which the pot-maker slowly builds up the pot, adding only a few inches to its height in a day. Foreign pots are made in moulds of thick wood strongly hooped with iron, but in England entirely by hand. The pots are usually kept several months in stock, after which they are annealed by being kept for a few days at a red heat, in which state they are transferred to the glass-furnace for use. New pots require to be 'glazed' by throwing in a quantity of
broken glass, which protects them from the further action of the materials used in glass-making. Fig. 5 represents a pot for window or bottle glass, and fig. 6 a flint-glass pot, which has always a covered top.
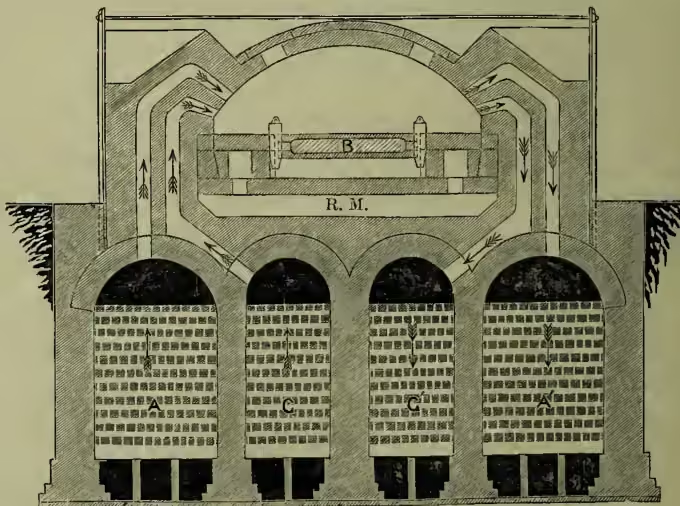
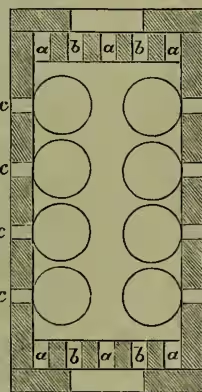
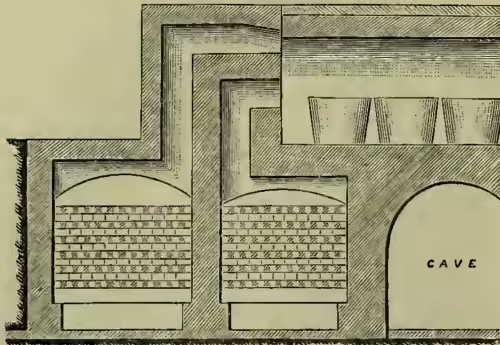
Furnaces.—The furnaces which have been long in use for its different kinds will be noticed in turn as we describe the processes of making glass; as, however, the Siemens furnace has come into extensive use in various departments of the glass manufacture, it is necessary to give an idea of its construction. A general description of this furnace is given under IRON; but we give here a plan (fig. 7), and a cross section (fig. 8)—the latter showing the brick regenerators—of that form of it called the continuous tank furnace in which no pots are used—a form which is now largely employed in making bottle-glass, rolled plate, and sheet-glass. For most kinds of glass pots are still used in the
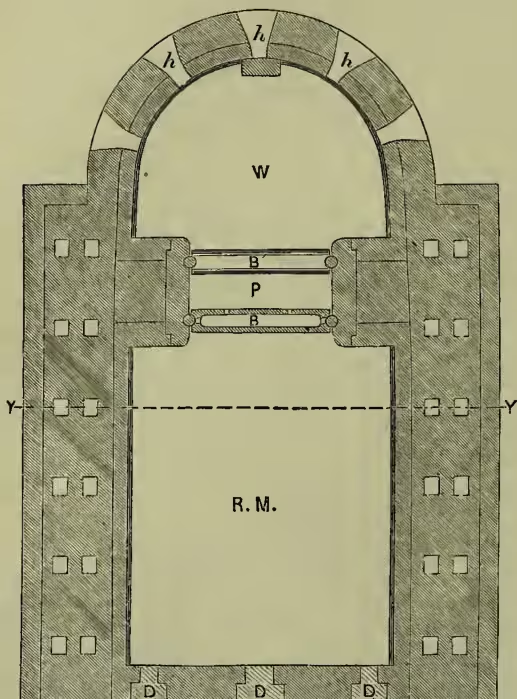
Siemens as well as in the older kinds of furnaces; where pots are preferred, the chief difference is that a flat platform is prepared for their reception, instead of the bed of the furnace being in the shape of a tank or cistern.
The figures are to some extent rather diagrams than exact representations of the furnace, since, otherwise, more woodcuts than we can find room for would be required to explain it. In the plan (fig. 7), RM is the compartment into which the raw materials are fed by the doors, D. When the glass is partially melted, it passes under the first floating bridge of fireclay, B, which keeps back floating impurities. In compartment P the glass is completely melted, and it then passes in a pure state under the second floating bridge, B', into the compartment W, where it is ready for use; h, h, h being the working holes. The space under RM in fig. 8 is an airflue for the purpose of keeping the tank cool. In the section (fig. 8), A and G represent the air and gas regenerators on the left, and A' and G' the corresponding ones on the right. The gas-producers are not shown, but, as explained under IRON, the air and gas are fed for a certain time through A and G respectively to the bed of the furnace; and, while this is the case, the products of combustion descend through A' and G' on the right, by which the piles of open brickwork become in time highly heated. By a proper arrangement of flues and valves, this process is then reversed, so that the gas and air now enter the furnace on the right, robbing in their course the hot bricks in A and G of their heat, and carrying it back to the bed of the furnace. This time, of course, the products of combustion escape through A and G on the left, by which these regenerators become in turn heated, thus saving heat which is lost by escaping up the chimney in ordinary furnaces. In a subsequent specification Messrs Siemens replaced the fixed partitions by bars or girders of fireclay or other refractory material, which float transversely on the surface of the molten matter, the upper stratum of which they divide into compartments. The partially melted material is thus kept at the supply end of the tank, and only the more thoroughly melted and purer matter is permitted to flow towards the working end under these floating bridges. More recently partitions, whether fixed or floating, have been for the most part dispensed with, and the tank forms one huge, long basin. Floating vessels made of pot-clay, divided into three compartments, or two compartments and a floating ring, do the work of separating the refined from the cruder matter.
Bottle-glass.—The tank furnace, without bridges, to which reference has just been made, is admirably adapted for the manufacture of bottle-glass, and has superseded the system of melting in pots. In the composition of this glass a great variety of materials is admissible in conjunction with sand, which forms the basis of this as well as of all other kinds of glass. The residual alkaline and calcic salts from gas, soap, and alkali works, sulphate of soda, clay, common salt, chalk, basalt, and other rocks containing felspar, and lastly the slag from iron blast-furnaces are the materials chiefly in use. When the glass is properly melted and skimmed, a workman dips a long iron tube called a blowpipe into a pot or tank and takes up (on repeating the operation) a 'gathering,' or sufficient metal to make a bottle (a, fig. 9). Another workman brings this into a pear-shape (b, fig. 9) by slightly blowing and turning it on a stone or iron table, called a marver. Formerly the further manipulation of the bottle was done by hand, but moulds are now used. These are usually of cast-iron or brass, or sometimes of clay, and open or close by the pressure of the foot on a spring. Into such a mould the partially-distended glass is inserted, and made to fill it by blowing down the tube, the bottom being pushed up with a pontil, and the ring round the mouth afterwards made by the addition of a strip of metal.
Annealing.—When the glass-blower has finished a bottle, it is immediately taken to the annealing oven, where it remains for some thirty-six hours, during which time it cools very gradually from almost a softening heat to the ordinary temperature of the air. This process is a very important one in the manufacture of all kinds of glass, because when newly made into vessels or sheets it is so fragile that it will scarcely endure touching. The molecules are then under a strain from the outside portion of the glass cooling much quicker than the inner; but this is in a great measure rectified by annealing it, and so a proper strength is acquired.
Window-glass.—Crown and sheet glass are the very same in respect to composition, and plate-glass only differs from them in that the proportion of lime is usually less, and the materials more carefully selected with regard to purity. In England sheet-glass is made from mixtures of which the following is an example. Sand, 100; sulphate of soda, 40 to 45; chalk or limestone, 40; powdered anthracite coal, 2; cullet, 100; small quantities of those bleaching or oxidising agents already noted being added as required.
Crown-glass.—Before the repeal of the duty on glass in 1845 this glass, then almost the only kind used in England for windows, sold at £12 per crate, from which price it had fallen in 1865 to £2, 8s. Its manufacture is now practically given up in favour of sheet-glass, at first called German or Bohemian sheet, the price of which has fallen in a like degree. Crown-glass being in large circular discs, much waste is caused by cutting these into rectangular pieces, and by the thickened lump or bull's-eye in the centre of the disc. In past days these objectionable bull's-eye pieces were stuck into cellar-windows, and it is not a little curious that these are now being made, though of smaller size and in coloured glass, in large numbers for ornamental windows.
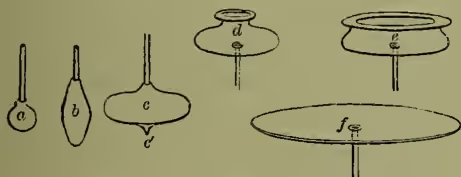
The metal being brought to a workable condition and skimmed, a sheet of crown-glass is made in this way: A workman, by dipping his long iron blowpipe two or three times into the pot, takes up on the end of it a gathering of about 10 lb. of metal, which, when the pipe is held upright, lengthens by its own weight into a bulb shape (a, fig. 9). Rolling this on the marver, the workman makes the outer portion conical, and then, by blowing, forms it into a pear shape (b, fig. 9). Further heating and blowing brings it into the shape of a flattened sphere, and to a much increased size (c, fig. 9), with a point c' called the bullion point.
At this stage the glass is transferred from the blowing-pipe to an iron rod (ponty), on the end of which a lump of hot iron metal has been placed. This lump is made to assume the form of a little cup by pressing it on an iron point, and is then pressed against the bullion point of the flattened sphere, to which it becomes firmly attached. The pipe is detached by means of a piece of iron dipped in cold water (d, fig. 9). The globe of glass is now held with the ponty. The operator next carries it to the nose-hole, and presents the opening formed by the detachment of the blowpipe to the action of the furnace; this again softens the glass, which is then taken to the flashing furnace, and kept continually revolving, by turning the ponty on a rest in front of the furnace opening. The revolutions are at first slow, but are gradually accelerated as the softening of the glass goes on, and the centrifugal force so produced throws the edges of the orifice outwards, as in e, fig. 9. As the glass flattens, it is revolved with greater rapidity, and advanced so near to the mouth of the furnace as to draw the flames outward, by contracting the draught. This completes the softening of the glass; it then opens suddenly, with a rushing noise like the unfurling of a flag in the wind, caused by the rapid flying outward of the softened glass and the rush of the flames outwards. It becomes perfectly flat, and of equal thickness, except at the bullion or centre (f, fig. 9). The flashing is now complete; and after being detached from the ponty, it is taken to the annealing oven, into which it is passed through a long horizontal slit which forms the opening, and when fairly in, it is dexterously turned on its edge. Here it remains at a temperature somewhat below that required to soften glass, until the oven is filled with these so-called tables of glass, when the heat is suffered to decline, until the whole is cold, when they are removed to the packing-room, to be packed in crates for sale.
Sheet or cylinder glass, as already stated, has now almost entirely displaced crown-glass for windows. The Bohemian process, at present practised, was introduced from France in 1832, although a very rude kind of sheet-glass had been previously made in England. Sheet is made in a quite different way from crown glass, inasmuch as a long and perfect cylinder is sought to be produced by the blower instead of a sphere of glass. Very much larger sheets can be obtained by this than by the crown-glass process, as the form is rectangular and there is no lump in the centre. In some works the largest sizes are made with the aid of a mechanical apparatus for swinging the cylinders, called an 'iron man.' Fig. 10 shows a ground-plan of an eight-pot furnace heated by gas. The gas and air are supplied through the five apertures, called 'ports' (three for gas and two for air, or vice versa), which are placed at either end of the furnace, below or on a level with its bed, each end forming the entrance and exit alternately (vide description of the reversing system, fig. 8).
This is the furnace originally designed by Messrs Siemens, and adopted by Messrs Chance in 1861. Since that period the patentees have introduced various modifications, but it is questionable whether they have improved upon their original design. In very long furnaces it is better to place the ports between the pots, and in a line parallel to the sides of the furnace. In this system the pots are heated partly by the direct action of the flame, and partly by radiation from the crown of the furnace. In his latest specifications Mr F. Siemens has taken a new departure, and introduces the gas and air at a considerable height above the pots, the heat being thus obtained entirely by radiation. This arrangement is applicable to tanks as well as to pot furnaces. Fig. 11 shows the system of heating by radiation as adapted to a long furnace holding, say, 30 pots; for a shorter furnace the arrangement is modified, the pots and the ends of the furnace being curved. The workman, having made his gathering (a, b, fig. 12), forms it into a cylindrical mass of the diameter required by blowing and turning it in the cavity either of a solid block of wood which is sprinkled with water, or of a hollow metallic block which is kept cool by water passing through it. By more blowing and swinging over the head, the workman brings it by degrees nearer to the form of an elongated cylinder (c, d, fig. 12). As it cools rapidly in this operation, he from time to time places his pipe in the rest before the furnace-mouth, and, gently turning it round, he brings it again nearly to the melting-point; then he repeats the blowing and swinging, standing over the pit, to enable him to swing it completely round as it lengthens out. These operations are continued until the cylinder has reached its maximum size—i.e. until it is of equal thickness throughout, and sufficiently long and broad to admit of sheets of the required size being made from it (e, fig. 12). Sometimes these cylinders are made 60 inches in length, allowing sheets of glass 49 inches in length to be made from them, but the Belgians make them much larger. In the Vienna Exhibition they exhibited sheets 10 × 4 feet. The next operation is to place the pipe in the rest, and apply the thumb so as to close the opening at the blowing end: the heat of the furnace soon softens the glass at the closed extremity of the cylinder, and, as the enclosed air is prevented escaping, as it rarefies, by the thumb placed on the opening of the blowpipe, it bursts at the softened part (f, fig. 12). The operator then quickly turns the cylinder, still chevalet. Just at the shoulder near the blowpipe the workman wraps round a thread of red-hot glass, which after a few seconds he withdraws; then he applies his cold shears quickly, and the shoulder and neck drops off as neatly as if cut with a diamond. The removal of this neck of glass can also be effected by drawing a red-hot iron rod round the shoulder, and then dropping a little cold water upon it. The continuous tank furnace, and the pot furnaces of France and Belgium, are so arranged as to serve for both melting and blowing. In England the manufacturers who employ pot furnaces prefer to have a separate construction, called the 'blowing-holes,' for the reheating and manipulation of the cylinder. The advantage of this method, as regards pot furnaces, is that the heat of the blowing-holes, being independent of the melting process, can be adjusted to suit the requirements of the blower.
The finished cylinder (h, fig. 12) is split open by a diamond attached to a long handle, and guided by a wooden rule. This was formerly effected by a red-hot iron rod. It is then taken to the flattening kiln, where it is laid with the split upwards on the flattening stone, which is generally covered by a sheet of glass called a 'lagre,' to protect the cylinder from the irregularities of its surface. Here the heat is sufficient to soften without melting the glass, and the flattener, as it softens, opens the two edges of the crack until by its own weight the sheet falls flat on the stone; he then takes an implement in the form of a rake, made by placing a piece of charred wood transversely at the end of a long handle, and this is gently rubbed over the glass, producing a very smooth surface. The annealing kiln is immediately at the back of the flattening arch, and the flattening stone mounted on a wagon and carrying the sheet of now flat glass is moved into the annealing chamber. Here, when cooled enough to bear moving, the sheet is first placed horizontally, and afterwards with others piled upright. The wagon is in this way moved from one chamber to the other with successive sheets of glass until the annealing oven is filled. The oven is then closed up so that it may be free from draughts, and allowed to cool slowly down for a period varying from three to five days. The annealing may be accelerated by substituting for the oven a series of iron boxes on wheels, which are filled in succession with the sheets on edge, and pass on when full into a cooler place. There is another and more modern form of hearth in which the flattened sheets are passed through the annealing chamber one at a time. A single sheet will cool very rapidly, and at the end of about half an hour will emerge thoroughly annealed.
Glass-shades are made in the same manner as above described; they are nothing more, indeed, than the rounded ends of the cylinders before being burst. When wanted oval or square, these forms are produced by the use of boxes of wood charred inside, of the size of the shades required, through which the cylinder is passed, when being blown, until the soft glass touches and receives its shape from the inside of the box or mould; they are afterwards annealed, and cut to the lengths required.
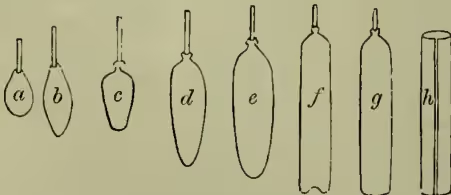
Plate-glass is made in a totally different manner from crown or sheet. Great care is taken in the selection of the materials, as they require to be of a purer kind than those used for ordinary window-glass. From its thickness, any impurity of colour is readily noticed, and, on account of its flat surface when polished, air-cavities are conspicuous defects. The sand used must be as free as possible from iron, the staining power of which is most usually corrected in the case of plate-glass by the addition of a little arsenious acid. Almost every manufacturer has his own private receipt for the mixture with its end to the fire, and the softened edges of the opening, which at first are curved inwards, are flashed out until they are in a straight line with the sides of the cylinder (g, fig. 12). It is then removed, and placed on a wooden rest or of materials, but the following may be taken as an average: Fine sand, 100 lb.; refined sulphate of soda, 42 lb.; carbon in powder, lb.; carbonate of lime, 20 to 25 lb.; arsenic, 8 oz.; cullet, or broken plate-glass, ad lib. Refined sulphate has completely taken the place of carbonate of soda. When the materials have been melted, and the glass is ready for use, the pot is lifted out of the furnace (fig. 13) by means of the forceps, and wheeled up to the casting-table (fig. 13); here it is seized by a crane and tackle, by which it is lifted, and so nicely poised over the table that it can be easily tilted so as to pour out its contents. All this requires so much care and steadiness that the men, impressed with the great danger of carelessness, usually preserve perfect silence during their work. The table is of large size—usually about 30 feet in length, by 10 to 20 feet in width. When the red-hot glass, which is not in a very liquid state, is poured on, it immediately begins to spread; two strips of iron, a little thicker than the plate is intended to be, are placed on each side of the table, and a steel or cast-iron roller is laid across, resting on these strips, has been thus treated, the operation is repeated on the other. The next process is that of smoothing, for which a separate machine is required. Instead of cast-iron plates, one sheet of glass is used to rub upon another, the upper sheets which are movable being weighted. Emery of the finer description is used in this process, the final touches being given by hand, with the aid of the very finest emery powder. After both sides have received this smoothing, the plates are removed to another room, where they are again embedded on tables which are movable by machinery, so that the whole surface of the plate may be brought under the action of the polishers. These are padded iron buffers attached to short iron rods passing through holes in a beam acted on by springs or weights. The buffers are covered with felt, and rub the glass as it passes from side to side; the surface of the glass being supplied with oxide of iron, in a very fine state of division and mixed with water. When any inequalities are encountered, the springs yield and allow the buffers to pass freely over them. An older plan of polishing is to use wooden rubber-blocks covered with felt.
Rolled Plate.—Mr Hartley, of Sunderland, introduced about 1850 a method of making rough plate-glass suitable for roofs and other purposes where light only is required without transparency. The casting-table has generally a series of fine grooves upon it, but it can be marked with any required pattern. Very large pots or continuous tanks can be used for this process, as only a ladleful of glass is required for each sheet. Quite recently rough plate has been made by passing the contents of the ladle between two rollers revolving in opposite directions, but the glass thus made has not as yet superseded that made by Mr Hartley's process.
Patent Plate.—Sheet-glass made by the cylinder process, when free from flaws and of good colour, is to a limited extent ground and polished much in the same way as ordinary plate-glass, but it is rather higher in price. However, its lightness is an advantage for some purposes, such as the glazing of picture frames and for photographic negatives. It is called patent plate to distinguish it from cast plate-glass.
Qualities of Plate-glass.—It is of importance to know that there is a great difference in the quality of plate-glass supplied by different manufacturers. We do not refer to air-cavities or other imperfections which can be readily seen, and from which the highest-priced glass, such as that used for mirrors, is almost entirely free; but to a defect by which the transparency of the whole surface of the glass is impaired. It will often be found, for example, that, of two plates apparently equally pure and free from flaws, one will take on a peculiar dimness a few days after being cleaned, while the other will remain quite clear and transparent for as many weeks. Plate-glass which does not keep long clean—to use a homely phrase—may often pass unnoticed for a long time until experience of a better quality calls attention to it. Some inferior qualities of 'pressed glass,' noticed below, also take on a kind of scum even when newly cleaned, a fault most readily noticed in plain articles.
Flint-glass.—M. Bontemps in his Guide du Verrier gives the following mixture for ordinary flint-glass: Sand, 100; red lead, 66.66; carbonate of potash, 33.33—i.e. one part of carbonate of potash, two of red lead, and three of sand. Sometimes a little peroxide of manganese is added, and a portion of the carbonate of potash may be replaced by refined nitrate. Cullet is usually added to the extent of about one-fourth part of the whole mixture. The pots for flint-glass (fig. 6) are covered or hooded, so as to protect the melted glass from any impurities in the flames of the furnace. The materials used are
Fig. 13.
Fig. 14.
which regulate the thickness of the plate, and also, by their distance apart, determine its width. The roller, passing backwards and forwards at a uniform speed over the table, spreads the glass into a plate of the size required. In some works the casting-table with its apparatus is run on rails from kiln to kiln, and in this case the plate is pushed direct from the table into the kiln. In other works (and this is the more modern plan) the casting-table is fixed, and the plate is pushed from it on to a movable table, and thence into the kiln. The annealing ovens or kilns are large shallow brick chambers, in which the plates lie during the process of annealing, and which are heated to a suitable temperature prior to receiving the glass.
It is obvious that in the arrangements of the casting hall considerable variety is possible. In the older works the furnaces were in the middle, and the annealing kilns on either side. Fig. 13 represents a hall of this kind. Fig. 14 is a more modern arrangement, and, of course, other combinations can be adopted. When the plates are sufficiently cool to be removed from the kilns they are carefully examined, and such as are sufficiently free from defects are taken to the grinding-room. Formerly the grinding process was accomplished by rubbing one plate upon another, with sand interposed, both plates being bedded in plaster. At the present time for the upper glass is substituted a rubbing plate of cast-iron, both the lower plate of glass and the upper one of iron being set in motion while in contact by machinery adapted for the purpose. In the preliminary stage of grinding, sand and water are used; but, when the greater portion of the rough surface of the glass has been removed, the process is completed by using powdered emery of the coarser sorts. When one surface of the glass very carefully selected, as the glass must be of great purity; the greenish tint in sheet or plate, due to the soda, would be very objectionable in flint glass. Its brilliant flashing appearance, when cut into suitable patterns, is owing to its high power of refracting and dispersing light, a property arising from its comparatively high density. The working of flint-glass resembles in a general way that of the other kinds; and, as we have not room for details, we note here a list of the stages in making a wine-glass, to give an idea of the process up to the point where the manipulation of the metal in a welding state finishes: (1) Gathering of metal; (2) same marvered, and bowl formed; (3) glass with metal for stem dropped on; (4) same with stem formed; (5) same with foot stuck on; (6) same with foot heated and half opened; (7) same with foot opened, bowl cracked off, heated, and sheared; (8) same finished. It is then annealed. Crystal is a name loosely used for superior kinds of glass.
Optical Glass.—This is made both of flint and crown glass. In the case of lenses for a telescope, for example, a combination of the two kinds is necessary to make it achromatic—their unequal densities conferring upon them different refractive powers. Good flint-glass for optical purposes is extremely difficult to make, especially when the required slabs or discs are of large size. It must be perfectly homogeneous and free from striæ, and it will be deficient in refractive power if it does not contain a very large proportion of lead, which, from its weight, has a strong tendency to settle at the bottom of the crucible, and so destroy the homogeneity of the glass. ‘The fused glass is therefore continually stirred until it has cooled to a consistency sufficiently thick to prevent the lead settling, and is then left still in the crucible to complete the cooling. When cold, the crucible is broken away, and the result is a cake of immensely heavy glass, of which it is not yet known whether the value is to be calculated in pounds or pence.’ It is afterwards reheated, brought to the required disc-like shape, and then tested for flaws. If these are numerous, as many smaller discs or slabs are taken from it as possible. Messrs Chance of Birmingham supplied in 1871 a pair of discs 26½ inches in diameter for the telescope of the Washington Naval Observatory. The Lick Observatory and other large discs will be mentioned under TELESCOPE. The hard crown made by the above firm has a density of 2.485; soft crown, 2.55; light flint, 3.21; and double extra dense flint, 4.45. A great many experiments in connection with optical glass have been tried of late years with chemical substances other than those we have named, the results of which will be found in the Reports of the British Association for the Advancement of Science.
Slag-glass.—The slag from iron blast-furnaces is itself a coarse glass, but, until lately, it has been a waste product in the fullest sense. Bricks, however, have been successfully made from it of late years; and still more lately, under a patent obtained by Mr Bashley Britten, glass bottles are being made from it by a company in Northamptonshire. The slag is used in the molten state as it runs from the iron-furnaces, which, of course, so far saves fuel; but it requires to be mixed to the extent of nearly one-half its bulk with other materials. The process is said to be successful; yet we fancy there must be great difficulty in procuring, for any length of time, slag of nearly the same composition. Slag-wool is a name for the same iron-slag when blown into glass threads of a hair-like fineness, in which state it somewhat resembles wool, and is now much used for covering steam-boilers, it being, like all glass, a powerful non-conductor of heat.
Toughened Glass.—Much curiosity was excited when, in 1875, M. de la Bastie, a French engineer, announced that he had succeeded, after many experiments, in making glass so ‘tough’ that it could scarcely be broken. So great was the value which the inventor attached to his process, that he demanded no less than one million sterling for the English patent right, and abroad it was proposed that the purchaser of the patent should pay so much per head of the population. His original process consists in heating any piece or pieces of glass till they are about to soften, and then plunging them into a bath of oil at a greatly lower temperature. Usually, however, a mixture chiefly of oily substances, such as oils, tallow, wax, rosin, &c., is put in the bath; and some manufacturers, who worked the process for a time, dropped the newly-made glass vessels while still hot into the oleaginous mixture, by which plan neither reheating nor annealing by the ordinary process is required. After the articles acquire the temperature of the bath, they are removed. Either from the want of care or from some other cause, the results of the treatment of glass by De la Bastie’s process are not uniform, because many samples of his toughened, or, as it should rather be called, hardened glass, are almost as easily broken as ordinary glass. Objects such as tumblers, when allowed to fall, nearly always break if they strike the floor on the lip or mouth. Still, there is no doubt that most glass treated by this process will stand a great deal of rough usage, and that some examples are practically unbreakable. In the case of window-glass, there is the disadvantage that a diamond will not cut it, and no variety of glass so hardened can be safely engraved or ‘cut,’ because when the tool penetrates much below the skin the glass falls to pieces—almost to dust. This is a difficulty which has baffled not only M. de la Bastie, but all other producers of the hardened article. These defects, as well as the high price of toughened glass, have as yet prevented its coming into extensive use.
In 1885 Mr Frederick Siemens produced three kinds of ‘tempered glass,’ of very homogeneous character and of great strength and hardness, by means of his regenerative gas-radiating furnace. ‘Press-hardened glass’ is that which, after being cut into the proposed shape, is softened in the radiation furnace, and then placed between cold metal plates. It may thus be so rapidly cooled that the diamond will not touch it.
Colouring of Glass.—Any kind of glass can be coloured by metallic oxides, and the chief colours given by these are noted in the following list. Crimson of various shades, from gold, ‘Purple of Cassius’ (a compound of gold and tin) being the compound generally used. So small a quantity as 1000th part of gold imparts a rose colour to glass. A red colour is also got from protoxide of copper. Purple or violet-red is obtained from peroxide of manganese. Blue from oxide of cobalt or oxide of copper, but chiefly from the former. Green from the same oxides, together with sesquioxide of iron; a fine green is likewise got from sesquioxide of chromium. Yellow from oxide of antimony or sesquioxide of iron; sometimes from carbon. Sesquioxide of uranium gives a beautiful opalescent-yellow with a greenish cast. Chloride of silver is used to stain glass yellow. Arsenious acid produces an opaque white; so also does the mineral Cryolite (q.v.), as well as aluminate of soda. Aventurine glass is a beautiful material of a brownish-red colour, with gold-like spangles, in imitation of Aventurine (q.v.) quartz. It is largely used in the ornamental glass made at Venice.
Coloured glass is made in several ways. When the colour is all through the body, the glass consists of pot-metal; but for some purposes, and especially when the colouring material is expensive, it is flashed—i.e. a thin veneer of colour coats a greater thickness of clear glass. In this case the two layers are 'gathered' from different pots on the blowing-iron, and blown out together as one sheet. Sometimes a very thin coloured coating is put on clear glass by spreading, say, a red glassy powder on the surface of the latter, and then carefully fusing it. When the chloride or other salt of silver is used to give a yellow, orange, or red, the glass is merely stained on the surface. In painted glass the decoration is usually produced by the use of enamel colours painted on with a brush, and afterwards fired at a moderate heat. Single sheets of glass, each with several shades of the same colour, are now made for glass-stainers, by which much shading by hand is dispensed with. A pane or vessel of flashed glass may be ornamented by partially removing the coloured layer, either by cutting or etching; and in the case of many designs additional enamel colours are added. Hydrofluoric acid, which corrodes glass, is commonly used to produce etched patterns upon it, by protecting certain portions with a varnish, and allowing the acid to act upon the unprotected parts. For painted windows, see GLASS (PAINTED); and for artificial gems of glass, see STONES (PRECIOUS).
The beautiful iridescence of much very ancient glass is known to be due to the partial decomposition of its surface and the formation of innumerable thin scales. Many attempts have been made to produce a like result artificially, and several methods have been successful. One is to submit the object to the influence of acid solutions, with the help of heat and pressure.
Venice, which prior to 1859 produced almost nothing in glass but beads, now, thanks to Salviati (q.v.), is once more making on a large scale glass objects, whose quaint forms and rich colours are but little, if at all, inferior to the best products of her ancient glass-houses. The well-known Bohemian glass, much of which is coloured and gilt, but which in past days was often more showy than tasteful, has recently shown quite remarkable advances in the character of its decoration. Some very tastefully ornamented coloured glass is also made in France.
Glass-cutting and Engraving.—It is usually flint-glass that is so treated; and vessels intended to have cut patterns are blown with thick walls. The first operation in glass-cutting is usually done on an iron grinding-wheel 10 or 12 inches in diameter, and about three-fourths of an inch thick, which is made to revolve vertically by means of a belt and pulley. Immediately above a hopper-shaped cistern is placed, which supplies the wheel with the necessary mixture of sand and water. If a faceted pattern is to be given to a decanter or other object, it is first roughed out on this wheel by the grinder holding the vessel against it. The facets now formed on the glass are next made smoother by a fine sandstone wheel, fed with water only, and similarly driven. For many purposes this wheel is of an angular section on the edge. The ground parts are finally polished upon a wooden wheel, supplied with moist putty-powder (oxide of tin) or other fine polishing material. The obscuring of glass by the ordinary process is done with sand and water alone; but much of this kind of work is now done by Tilghman's sand-blast process, to be presently noticed. Engraved patterns are produced by means of small copper discs, revolving in a lathe, emery powder, mixed with oil, being applied to the edges of their circumference. We have already referred to the use of hydrofluoric acid for etching glass.
Tilghman's Sand blast.—This is a very striking invention. The well-known fact that windows exposed to the action of wind-blown sand by the seashore eventually become completely obscured appears to have suggested the process to Mr Tilghman. The Matthewson's patent sand-blast apparatus, manufactured by the Tilghman's Patent Sand-blast Company, is altogether independent of any blower or engine, and occupies a very small space, being about 2 feet square and feet high. The piece of glass to be operated on is held on the top of the machine. The sand is set in motion by a steam ejector (part of the machine), being drawn by the vacuum caused by the flow of steam into an annular space where it mingles with the steam, and is ejected through a small pipe against the glass. The machine does exceedingly fine and quick work as regards obscuring both plain and flashed glass. It cuts away the flashed surface almost as soon as the glass is held in position. The parts which are to remain bright are protected either by a composition or by blotting-paper, which, having been soaked in glycerine and glue, has been stuck on to the glass, and from which the pattern is cut out. The blast will drill holes in a glass plate -inch thick of a diameter from -inch to 1 inch in less than two minutes. This machine is not adapted for obscuring large sheets of glass, which is accomplished by a machine in which the sand is set in motion by a Baker's blower driven by a non-condensing engine. The latter apparatus is not capable of perforating glass or of removing the flashed surface.
Pressed Glass.—By this name is known a certain cheap class of objects, such as tumblers, small dishes, &c., with patterns in imitation of cut glass. It is an American invention, and the process consists in pressing or shaping glass into form by means of a metal mould and reverse, called a plunger, or, for larger work, by a weighted lever, or a screw and fly-wheel. The chief seat of this branch of the trade in Great Britain is at Newcastle-on-Tyne, where a glass in which baryta is largely or wholly substituted for lead is used. By a somewhat similar but much older process, 'pinched glass' objects such as buttons are largely made at Birmingham.
Soluble Glass.—When silica (flint or sand) is fused with an excess of alkali, a glass is formed which is slowly soluble in cold, but readily soluble in hot water if powdered. The soluble silicate of soda or of potash formed by this or by other methods is known as soluble glass or water-glass. When pure and solid it has the appearance of common glass, and it is the more soluble the larger the quantity of alkali that it contains. This substance has a number of applications in the arts. When a solution of it is mixed with sand, ground chalk, dolomite, or other minerals, it gradually binds them into a stony mass. See STONE (ARTIFICIAL). It is also employed as a Cement (q.v.). Soluble glass is useful as a material for rendering calico and even wood non-inflammable, for improving the cleansing power of cheap soaps, and as a dung substitute in dyeing. A small quantity of silicate of soda mixed with hard water improves it for washing purposes.
As far back as 1825 Fuchs of Munich suggested the application of soluble glass to the surface of fresco-painting, in order to fix the colours, the climate of northern Europe not being suitable for the preservation of this kind of decoration, when simply executed in the old way, with colours applied with water on a plaster ground. It has frequently been stated that Fuchs's plan of applying solutions of silicate of soda or silicate of potash to fresco-painting has effectually preserved it. But in most cases it has not done so. The action of the carbonic acid of the atmosphere upon either of these compounds has usually, in the course of time, brought out an efflorescence like mildew on the surface of the picture. Professor Barff, who has paid a good deal of attention to the behaviour of these soluble silicates, asserts, in an essay written in 1876, that if, instead of silicate of soda or silicate of potash, a solution of aluminate and silicate of potash be used with the fresco colours on a properly prepared ground there is no fear of the surface decaying, and adds that paintings executed in this way have stood for many years. The plaster-ground should consist of sand and lime, but no plaster of Paris should be mixed with it.
The name Volcanic Glass is not infrequently given to Obsidian (q.v.), as also to vitreous lava, and even to a kind of pitchstone.
See Neri, Ars Vitruvia (Amsterdam, 1668); Pellat, Curiosities of Glass-making (1849); Sauzay, Marvels of Glass-making (1869); Peligot, Le Verre, son Histoire, sa Fabrication (1877); Nesbit, Glass: South Kensington Museum Art Handbook (1878); Froehner, La Verrerie Antique (1879); Gerner, Die Glas Fabrication (1880); Chance, Treatise on Crown and Sheet Glass (1883); M. A. Wallace-Dunlop, Glass in the Old World (1883); Gerspach, L'Art de la Verrerie (1885).