Graduation. By the term graduation is meant those processes by which linear scales and circles, or circular arcs, are divided into any required number of parts. Such methods are constantly employed in the division of the scales of barometers, thermometers, cathetometers, reading arcs or circles of theodolites, sextants, telescopes, mural circles, spectrosopes, and in many other instruments where precision and accuracy of measurement is necessary. Since any mechanical process for executing such division must be preceded by some independent original graduation of the mechanical instrument itself, it is obvious that all methods of graduation must ultimately depend upon some original graduation. The subject may therefore be considered first in reference to original graduation; and afterwards the reproduction, by hand or machine, of originally graduated lines or arcs may be dealt with.
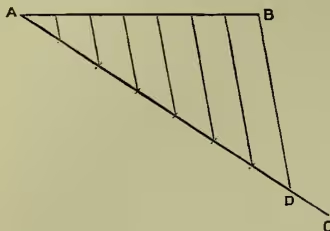
The most elementary process in original graduation is the operation of dividing a line into a given number of equal parts. Let AB (fig. 1) be a line: it is required to divide it into, say, seven equal parts. From A draw AC, making any convenient angle with AB, and on AC lay off with compasses or a scale seven equal distances from A. Join BD, supposing D to be at the end of the seventh part on AC, and through the other points of division of AC draw lines parallel to BC. These will cut AB into seven equal parts. In practice, however, this method is not very accurate and is not often employed. In another method, that known as continual bisection, the length of half the line is laid off, by means of the beam-compass, from both ends; these lengths from the two ends should agree in one point as being the middle point of the line; if they do not, then the point midway between them is taken as being the middle point, and is found by means of a pair of fine compasses and a lens. Each half of the line is, by the same means, halved again, and so on until the required number of divisions is obtained. Similar division of a straight line may be obtained by laying off, by a pair of spring-dividers, one after another, from one end of the line, the smallest part required. Obviously, if there is any error in the first distance thus laid down, it will be multiplied in the last in proportion to the whole number of divisions. This method is known as stepping.
The original graduation of circles or of circular arcs is a matter of some difficulty, as it requires on the part of the operator such skill, patience, and care as is possessed by few. In this connection the names of Graham, Bird, Troughton, Ramsden, and Simms may be mentioned as those whose work has been of high value to the astronomer and physicist. The first method which may be described by which a circle can be divided is practically the same as that of bisection in the case of the straight line. Since the chord of an arc of is equal to the radius of the circle (the chord and two radii to its extremities forming an equilateral triangle), if this length be laid off from any point on the circle an angle of is thereby determined. The half of this angle may be obtained, and when added to forms the quadrant or . Continual bisection of gives the smaller divisions of degrees and fractions of a degree. Troughton's method depends on an entirely different principle. A cylindrical roller is employed, whose dimensions are such that in rolling on its axis once round the outside edge of the circle it revolves sixteen times. The edge of the roller is itself divided into sixteen equal parts by repeated bisection. It is then held firmly by a frame against the edge of the circle, so that, on being moved always tangentially to the circle, it revolves on its axis round the edge of the circle. In doing so marks are made on the edge of the circle corresponding to the divisions on the roller; of these there will be 256, each interval being equal to minutes of arc. The further division of these intervals into degrees and minutes is effected by means of a subdividing sector, placed concentrically, and rolling with the roller. For the details of the manipulation of this sector reference may be made to Troughton's paper in the Philosophical Transactions, 1809.
The reproduction, or copying as it is termed, of graduated straight scales, circles, or circular arcs, by copying them from patterns originally graduated with great accuracy, may be done by hand or by mechanical contrivances. In copying a straight scale the 'work'—i.e. the piece of metal or other material whose division is required—is laid parallel to and flat with the pattern whose graduation is copied. A straight-edge is laid across both, so as to coincide with one of the divisions in the pattern, and the dividing-knife is drawn carefully along the edge, and across the work. In copying circles the work is screwed firmly down on and concentric with the pattern; the dividing-knife is then used in the same manner as in copying straight scales, being guided by an index steel bar, the edge of which is exactly coincident with a radius of the circle.
Copying is now more usually effected by instrumental means, the machines for this purpose being the linear and circular dividing-engines. In the linear dividing-engine the principal part is a carefully turned screw, which revolves in bearings in two supports. Connected with the screw is a crank handle and a disc whose plane is perpendicular to the axis of the screw, and whose flat edge is divided into a number, usually 400 or 500, of equal parts. As the handle is turned the screw rotates, but does not move in the direction of its length (it may, therefore, for distinction be referred to as the fixed screw). At the same time the disc also revolves, and each division on its edge passes an index line on a part of the support close to it; the number of complete turns and fractions of a turn of the screw may thus be easily counted. If, now, the fixed screw pass through a hollow travelling nut or screw, the latter will move backwards and forwards according as the fixed screw is rotated one way or the other. Thus, e.g., if the 'pitch' of the fixed screw be one millimetre, and the handle be turned ten times and a little more, corresponding to fifty-six divisions (of which let there be 500) on the graduated edge of the disc, the travelling-screw, and anything there may be in connection therewith, will advance through mm.—i.e. 10.112 mm. The handle is so connected with a ratchet-wheel that the fixed screw can only be rotated in one direction, so that the travelling-screw can only travel in one direction, usually from left to right. Attached to the travelling-screw is the dividing-apparatus, which is a light frame supporting a vertically-placed steel needle, with a fine, hard point, and capable of a to-and-fro motion in a horizontal line at right angles to the fixed screw. This needle serves as a marker whereby divisions may be made on any object whose graduation is desired. For instance, to divide a given length into a certain number of equal parts, the travelling-screw is allowed to advance, by turning to the requisite amount, so that the point of the needle, starting from one end of the line, moves through a distance equal to one of the equal parts. A mark is then made with the needle; the travelling-screw is again advanced through precisely the same distance, and another mark is made; this process is continued until the whole length is divided. The length of mark made by the steel point may be adjusted, within certain limits, by increasing or decreasing, by screws, the range of the marking-point. In addition to this, however, it is desirable in some cases to make every tenth mark longer than the others, excepting the fifth, which may be intermediate. This is effected by a wheel whose circumference is cut up by rectangular notches, into which one part of the frame holding the needle fits when at the end of its possible range of motion; every tenth notch being deeper than the others (except the fifth as above), the range of marking is longer in this case than the others. This wheel is turned by ratchet-work in the to-and-fro motion of the marking-point. The carriage attached to the travelling-screw may also support a small reading microscope: thus the linear dividing-engine may be used to test with great accuracy the distance between two points, each lying at the intersection of the cross-wires in the field of view; all that is necessary is to focus one of the points, count the number of whole and fractional turns of the screw required to bring the second point into focus, and thus the distance may be obtained.
For the purpose of dividing circles the circular dividing-engine is employed. This instrument was first constructed by Ramsden, afterwards improved by Troughton, and more recently by Simms. The essential features of a circular dividing-engine are a circular plate carefully divided by original graduation, and capable of rotation on its axis; a tangent-screw, working in a ratched edge of the circle, and thus capable of turning it through any required angle; a dividing-knife worked radially, so that, when the tangent-screw turns the circle through successive equal angles, radial lines may be drawn by moving the carriage along these beams to the requisite amount from the centre. When in action the tangent-screw is pressed against the ratched edge of the circle by a handle, K, with an eccentric knob. This pressure may, of course, be relieved when the screw is not in use. The tangent-screw is sometimes turned by a treadle, or even by clock-work. Its pitch being accurately known, the angle through which the circle turns, due to one revolution of the tangent-screw, as noted by the divided head, T, is determined once for all for any machine. The work to be divided is fixed down on and concentric with the circle, A; a mark is made as origin with the dividing-knife, the tangent-screw is then made to turn the circle through one of the smallest divisions, and another mark is made; another equal turn of the screw is made and another mark cut on the circle, and so on until the division of the whole circle is completed. This is the method by which the large circles used in astronomical instruments are graduated, and such is the perfection to which these have been brought that the circular dividing-engine may be looked upon as being one of the most perfect of scientific measuring instruments.—For graduation in universities, see DEGREES, UNIVERSITY.