Iron, sym. Fe (ferrum), atomic weight 56, sp. gr. 7.8 to 7.9; its density being increased by hammering, rolling, &c. Pure iron is a chemical curiosity obtainable in the laboratory by reducing pure oxide by charcoal or hydrogen at a very high temperature. A button of the metal thus obtained is white and of perfect lustre, very tough, and much softer than ordinary iron. Its melting-point is higher, so much so that if we attempt to fuse it when exposed to the air it burns before its melting-point is attained.
Ordinary commercial iron is protected from such combustion by the impurities it contains; these being more readily oxidised than the iron itself, while they lower its fusing-point. Carbon, silicon, sulphur, and phosphorus are the most notable of these impurities, but manganese, titanium, calcium, copper, arsenic, and other metals also occur in minute quantities in some samples. The proportions of all these are largest in crude or 'pig' iron, and in ordinary cast-iron. They are reduced to a minimum in wrought or malleable iron. The colour of this is gray or bluish-white; it is hard and lustrous, takes a high polish, is fibrous in texture, and when broken across exhibits a ragged fracture. It requires a very intense heat for its fusion, but before melting passes into a soft, pasty condition, in which state two or more pieces of iron may, by being hammered together, be united or welded so completely as to form, to all intents and purposes, a single piece. At a red heat it may be readily forged into any shape; but at ordinary temperatures it possesses very little malleability, as compared with gold and silver. In ductility it stands very high, being barely exceeded by gold, silver, and platinum; and its tenacity is very great; when combined with a little carbon it stands at the head of all the metals (see STEEL). Its susceptibility to magnetism is one of its remarkable characteristics (see MAGNETISM). At a high temperature it burns readily, as may be seen at the forge, or (more strikingly) when a glowing wire is introduced into a jar of oxygen. In dry air and at ordinary temperatures the lustrous surface of the metal remains unchanged; but in a moist atmosphere the surface rapidly becomes oxidised and covered with rust, which consists mainly of the hydrated peroxide of iron. At a bright red heat iron combines with the oxygen of steam and liberates hydrogen.
Native iron is a rare mineral, found in small grains in some basaltic rocks, and very rarely as thin veins. It occurs as one of the chief constituents of one class of meteoric stones. Its compounds are very widely distributed, more so than any other of the heavy metals. Nearly all of the sedimentary rocks are tinted by its oxides, and we cannot find a handful of soil on any part of the surface of the earth that is free from them. (a) Oxides of Iron.—Iron forms four definite compounds with oxygen—viz. (1) the protoxide or ferrous oxide, FeO, which is the base of the green or ferrous salts of iron; (2) the sesquioxide or peroxide or ferrie oxide, Fe2O3, which is the base of the red or ferrie salts; (3) the black or magnetic oxide, Fe3O4, which is regarded as a compound of the two preceding oxides; and (4) a questionable compound, ferrie acid, FeO3. The protoxide cannot be obtained in an isolated state, but it forms the base of various ferrous salts, and combines with water to form a hydrate, FeO,HO, which, on the addition of an alkali, falls in white flakes provided the water in which they are suspended contains no free oxygen; otherwise the precipitate is gray.
The most important protosalts of iron, or ferrous salts, are the carbonate, the sulphate, the phosphate, and the silicate. Carbonate of iron or ferrous carbonate, FeO.CO2, exists naturally in various minerals, and may be obtained artificially by precipitating a soluble protosalt of iron with carbonate of potash or soda, when the carbonate falls in white flakes. On exposure to the air it absorbs oxygen and gives off carbonic acid, and is thus converted into the hydrated peroxide. Sulphate of iron or ferrous sulphate, FeO.SO3, 7H2O (or FeSO4, 7H2O), is obtained by the solution of iron, or its sulphide, in dilute sulphuric acid; in the former case there is an evolution of hydrogen, and in the latter of sulphuretted hydrogen. On evaporation of the solution the salt is obtained in clear, bluish-green rhomboidal crystals containing seven atoms of water. This salt is commercially known as copperas or green vitriol. Phosphate of iron is obtained by precipitating a solution of a protosalt of iron with phosphate of soda, when a white precipitate of phosphate of iron is thrown down. All these salts, especially the carbonate and sulphate, are extensively used in medicine. Silicate and phosphate of iron occur naturally in many minerals.
The peroxide of iron, or sesquioxide, , is obtained in an anhydrous form by igniting the protosulphate, and is known in the arts under the names Colcothar, Crocus of Mars, or Rouge, according to the degree of levigation to which it has been submitted. It is employed for polishing glass, jewellery, &c., and is also used as a pigment. It occurs both in the anhydrous and in the hydrated form in various minerals. The hydrated peroxide, , is obtained by precipitating a solution of a persalt of iron with an excess of potash, ammonia, or alkaline carbonate. It falls as a yellowish-brown flocculent precipitate, which when dried forms a dense brown mass. Rust, as has been already mentioned, is a hydrated peroxide.
The most important of the persalts of iron, or ferric salts, are the neutral and the basic sulphate, whose formulae are and respectively, the nitrate, , the phosphate, and the silicate. Of these the neutral sulphate, the phosphate, and the silicate occur in various minerals. The nitrate, which is obtained by the solution of iron in nitric acid, is a useful medicinal agent.
The black or magnetic oxide is formed when iron is heated in air or in oxygen, or in vapour of water. (b) Haloid salts of iron—the chlorides, bromides, and iodides. There are two chlorides—viz. a protochloride, , and a perchloride or sesquichloride, . The latter may be obtained by dissolving peroxide of iron in hydrochloric acid. The tincture of the sesquichloride of iron is much employed in medicine. The protiodide is an extremely valuable therapeutic agent. (c) There are several sulphides or sulphaurets of iron. The protosulphide, , occurs in small quantity in meteoric iron. It may be obtained artificially by heating iron with sulphur. It is a blackish, brittle substance, retaining in some degree the magnetic properties of metallic iron. It is insoluble in water, but in moist air becomes oxidised into protosulphate of iron. With acids it develops sulphuretted hydrogen. The bisulphide of iron, , is the iron pyrites of mineralogists, and the mundic of commerce. Under the latter name it is used extensively in the preparation of oil of vitriol. The other sulphides are of less importance.
The protosalts and the persalts, or the ferrous and the ferric salts, give totally different reactions with the ordinary tests. The solutions of the former have a pale-green colour, while those of the latter are generally of a brownish-yellow colour. Sulphuretted hydrogen gives no precipitate with an acid solution of a ferrous salt, while it gives a milky precipitate of sulphur with a solution of a ferric salt. Potash, soda, and ammonia throw down a gray or green hydrated oxide from the former, which changes to darker green and brown, and a brown hydrated peroxide from the latter. Ferrocyanide of potassium gives with ferrous salts a white precipitate, which soon becomes blue, while with ferric salts it at once produces a blue precipitate, even in a very dilute solution. Tincture of galls (tannic acid) produces no immediate change of colour with the ferrous, but a deep blackish-blue colour (ink) with the ferric salts. Sulphocyanide of potassium produces no change with the ferrous, but gives a deep blood-red tint with the ferric salts. Succinate and benzoate of ammonia produce no precipitate or change of colour with the former, while with the latter, if the solution is not too acid, they throw down pale reddish-brown precipitates.
MANUFACTURE OF IRON.—The increasing use of iron is a prominent characteristic of the present age, and every day sees some new application of it in the arts of life. Although the most useful of the metals, it was not the first known. The difficulty of reducing it from its ores would naturally make it a later acquisition than gold, silver, and copper (see BRONZE). The reduction of the ore known as the black oxide of iron, however, has been carried on in India from a very early time.
In Europe the rich specular and other ores of Spain and Elba were much used during the Roman period; in Greece, also, iron was known, though, as among the Romans, its use was subsequent to that of bronze. We are informed, too, by the Roman historians that this metal was employed by the ancient Britons for the manufacture of spears and lances. The Romans, during their occupation of Britain, manufactured iron to a considerable extent, as is shown by the cinder-heaps in the Forest of Dean and other places. The rude processes then in use left so much iron in the cinders that those of Dean Forest furnished the chief supply of ore to twenty furnaces for between 200 and 300 years. In those early times the iron ores were reduced in a simple conical furnace, called an air-bloomery, erected on the top of a hill in order to obtain the greatest blast of wind. The furnaces were subsequently enlarged, and supplied with an artificial blast. Charcoal was the only fuel used in smelting till 1618, when Dud Dudley introduced coal for this purpose; but, the iron-masters being unanimously opposed to the change, Dudley's improvement died with himself. It was not reintroduced till Abraham Darby, in 1713, employed it in his furnace at Coalbrookdale. But, as this method was not properly understood, the production of English iron declined with the change of fuel, till, in 1740, it was only three-fourths of what it had formerly been. About ten years after this, however, the introduction of coke gave renewed vigour to the iron-trade, and then followed in rapid succession those great improvements in the manufacture which have given to the history of iron the interest of a romance. The introduction of Watt's steam-engine in 1770, the process of puddling and rolling invented by Henry Cort in 1784, and the employment of the hot-blast by Neilson of Glasgow in 1830 have each been of inestimable service. The greatest improvement introduced into the iron manufacture in recent times is the process of Sir Henry Bessemer for the production of mild steel, patented in 1856 (see BESSEMER). The 'Siemens-Martin' method of making steel has also of late come into extensive use.
Iron ores are abundantly distributed over the globe, the chief kinds being (1) magnetic iron ore; (2) red hæmatite, specular, or red iron ore; (3) brown hæmatite or brown iron ore; (4) carbonate of iron, including spathic ore, clay ironstone, and blackband ironstone.
The ore richest in the metal is the magnetic or black oxide of iron. When pure it contains nothing but oxygen and iron, its chemical formula being , which gives 73 per cent. of iron by weight. It occurs in dark heavy masses or black crystals, and is found in the older primary rocks. Sweden is famous for this ore, and for the iron produced from it, which is esteemed the best in Europe. The celebrated mines of Dannemora, in that country, have been constantly worked since the 15th century. Russia, too, has great iron-works in the Ural Mountains, which are supplied with this ore. So also have Canada and several of the American states, as Virginia, Pennsylvania, New Jersey, &c. The rock formations in which magnetic iron ore occurs very rarely contain coal; hence it is locally smelted with wood-charcoal, which contains no sulphur.
Red hæmatite contains a little more oxygen, its formula being , that is to say, 70 per cent. of iron by weight if pure. The best ores actually contain from 60 to 67 per cent. There are several varieties of this ore. The first of these, specular iron, so called from its bright metallic lustre, occurs in large and beautiful crystalline masses in the island of Elba, where it has been worked for more than 2000 years, and is likewise found in many other parts of the world. It is of a steel-gray colour, assuming a red tint in thin fragments and when scratched. Another variety is kidney ore. Its characteristic form is in large kidney-shaped nodules, with a fine radiated structure. Red hæmatite is the most abundant variety. It occurs in massive deposits and in thin strata; some specimens are hard, others pulverulent and so soft that when rubbed it coats the fingers with an unctuous smear like plum-bago, but of red colour. Its importance has much increased of late owing to its special fitness for making the pig-iron used in the ordinary Bessemer process. This valuable iron ore is found in great abundance at Whitehaven and Ulverstone, in the north-west of England, where splendid masses of it occur, 15, 30, and even 60 feet in thickness. Vast deposits are found in the north of Spain near Bilbao, where it is now largely worked and exported to Great Britain, which in 1890-95 received annually from 2,500,000 to 3,500,000 tons, worth from £2,000,000 to £2,500,000.
Brown hæmatite, or brown iron ore, is a hydrated peroxide of iron, and has the same composition as red hæmatite, except that it contains about 14 per cent. of water. It is generally found massive, more rarely crystalline, and a variety occurring in small rounded nodules is called pea iron ore. When mixed with earth or clay it forms the pigments yellow ochre and brown umber. Brown hæmatite is now an important ore in Great Britain. It occurs in different geological formations, chiefly in Devonshire, the Forest of Dean, South Wales, and in the county of Antrim in Ireland; also in an earthy form in Northamptonshire. It is the ore chiefly smelted in France and Germany.
Bog iron ore is an impure variety of brown hæmatite usually containing phosphorus. It occurs in curious pockets in peat.
Ilmenite is a dark-gray dense rock composed largely of peroxide of iron with varying quantities of titanic acid. It is found abundantly in Norway, and is now in practical use. The black sand found on the north-east shores of Canada, and at Taranaki, New Zealand, is similar, but the oxide of iron is magnetic.
Carbonate of iron, when found in a comparatively pure and crystallised state, is known as spathic, spathose, or sparry iron ore; but when impure and earthy, as clay ironstone and blackband ironstone. Spathic ore was little worked in England previous to 1851, soon after which it was discovered in Somersetshire. The Erzberg, near Eisenerz, in Styria, is the most famous locality for this ore, where it has been worked for ages. The spathic carbonates which are the richest in manganese have been much in demand to yield the spiegeleisen required in the Bessemer process. In its purest form it contains 48 per cent. of iron; and in colour it varies from white to buff or dark brown, some specimens of it taking a beautiful polish, and looking like marble. The clay and blackband ironstones are essentially mixtures of carbonate of iron with clay, blackband having also a considerable proportion of coaly or bituminous matter. These dull earthy-looking ores occur abundantly in Great Britain. Until lately above one-third of all the ore mined in the country was obtained from the coal-measures, where fortunately both the fuel and the limestone, indispensable for the reduction of the iron, are also found. The ore occurs as balls or nodules, or in continuous beds.
The following table shows how widely distributed are British ironstones. The last item of English production is especially significant. It represents the poorest and worst of all the workable ores, but, being so easily obtained (mostly in open workings like stone quarries), is very cheap, and, being also near to abundance of coal, is used in the great quantities there stated. It is indeed merely an indurated ferruginous mud containing from 40 down to only 20 per cent. of iron.
PRODUCTION OF IRONSTONE FROM MINES UNDER THE COAL-MINES REGULATION ACT.
| Counties. | 1887. | 1888. | ||
|---|---|---|---|---|
| Tons. | Average Price per Ton. | Tons. | Average Price per Ton. | |
| Brecon..... | 366 | s. d. 7 0 |
605 | s. d. 7 0 |
| Carmarthen..... | 36 | 7 0 | 213 | 7 0 |
| Cumberland..... | 1,037 | 6 0 | 761 | 6 0 |
| Denbigh..... | 2,713 | 7 0 | 651 | 7 0 |
| Derby..... | 5,799 | 6 2 | 11,823 | 6 0 |
| Glamorgan..... | 22,472 | 8 0 | 22,753 | 7 0 |
| Lincoln..... | 78,047 | 3 0 | 44,187 | 3 0 |
| Monmouth..... | 22,139 | 7 9 | 18,863 | 7 9 |
| Nottingham..... | 121 | 6 0 | 750 | 6 0 |
| Shropshire..... | 100,600 | 5 0 | 131,100 | 5 0 |
| North Staffordshire.. | 480,400 | 5 0 | 1,629,277 | 5 0 |
| South Staffordshire.. | 97,618 | 8 1 | 60,491 | 10 7 |
| Warwick..... | 1,838 | 7 4 | 4,230 | 8 0 |
| Worcester..... | 12,544 | 8 1 | 7,571 | 10 7 |
| Yorkshire (E. & W.) | 81,868 | 10 0 | 67,148 | 10 0 |
| Yorkshire (North R.) | 4,980,421 | 2 11 | 5,395,942 | 2 11 |
| Total, England.... | 6,248,019 | .... | 7,396,365 | .... |
| Ayrshire..... | 607,697 | 8 0 | 557,309 | 8 0 |
| Dumbarton..... | 115,399 | 8 0 | 99,889 | 8 0 |
| Edinburgh..... | 79,791 | 9 0 | 66,127 | 9 0 |
| Fifeshire..... | 2,980 | 9 0 | 2,846 | 9 0 |
| Haddington..... | 170 | 9 0 | 75 | 9 0 |
| East Lanark..... | 162,066 | 9 0 | 128,532 | 9 0 |
| West Lanark..... | 112,806 | 8 6 | 55,186 | 8 6 |
| Linlithgow..... | 75,793 | 9 0 | 95,866 | 9 0 |
| Perthshire..... | 3,177 | 9 0 | 16,354 | 9 0 |
| Renfrew..... | 153,892 | 8 0 | 179,833 | 8 0 |
| Stirling..... | 8,128 | 9 0 | 36,580 | 9 0 |
| Total, Scotland.... | 1,321,899 | .... | 1,238,597 | .... |
| Grand Total— United Kingdom |
7,569,918 | .... | 8,635,032 | .... |
Including the ores mined under the Metalliferous Mines Act—ores not directly associated with coal—the iron ore raised in 1878 was 15,726,370 tons. In 1894 it was 12,367,308 tons, valued at £3,190,647; the metal produced was 4,347,472 tons, value £9,999,186. In the United States the production of ore was 7,120,362 (long) tons; in 1889, 14,518,041; while in 1894, the produce of pig-iron was 6,657,388 tons, value $65,007,247. In Germany, 11,406,100 tons of iron ore were raised in 1890, and 12,403,800 in 1894. In 1893, France raised 3,517,438 tons of iron ore; Austria-Hungary, 1,100,000 tons; while Russia produced 1,272,235 tons of pig-iron.
The ancient iron-masters were unable to work any but the richest and purest ores, the magnetic oxides and hæmatites. The above table shows by the price and quantity of the North Riding ores that we are now able to work very poor and very impure material.
The most remarkable and useful property of carbon, that upon which its value as a fuel, &c. depends, is that when remaining at ordinary terrestrial temperature it is exceptionally inert, does not combine with the oxygen of the air or even with pure oxygen, nor with other elementary substances (fluorine perhaps excepted), but when heated it acquires so greedy an affinity for oxygen that it not only burns in air—i.e. combines violently with its oxygen (see COMBUSTION), but will take oxygen away from most of its compounds, notably from the metallic oxides. This action of removing oxygen from oxides of metals and leaving the metal in the reguline or metallic state is called reduction, and the great reducing agent of the metallurgist is heated carbon. Hydrogen acts in a similar manner, and is also used as a reducing agent.
The ancient iron-masters obtained iron and steel by simply heating the purest obtainable oxides of iron with an easily-prepared and nearly pure form of carbon—viz. wood-charcoal. Their furnaces were of very simple construction, merely a hearth or fire-place in which the ore and the charcoal were mixed together and a blast applied to obtain the necessary high temperature. Such simple iron-making is still practised in India, Burma, Borneo, China, Madagascar, &c., and very fine qualities of iron and steel are thus produced.
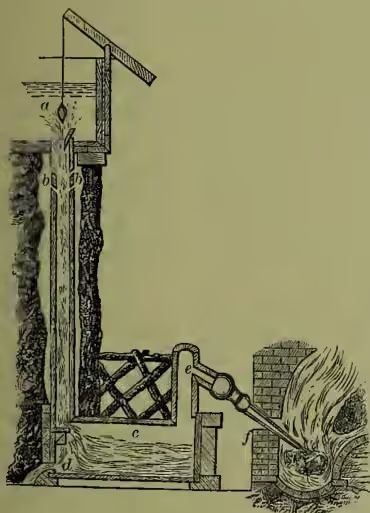
Space will not permit a detailed description of the various forms of ancient furnaces, but there is one that still survives in Europe which is typical and specially interesting. It is shown in fig. 1, and is known as the 'Catalan' or Corsican furnace. The blowing-apparatus is very curious and effective. f is the hearth or furnace with the tuyère or blowing-tube inserted in an opening of the wall. The bottom of the hearth is made of a sandstone that will bear great heat, and is lined with charcoal dust. A pile of rich ore, usually haematite, is placed on this and heaped up over the curved wall opposite the tuyère. The hearth is then filled up with charcoal and covered over with a mixture of charcoal dust and small ore, moistened and matted together. A gentle blast is applied at first, and when the flame bursts through the coating more of the same material is laid over to keep back the main charge until the mass is sufficiently heated for a fair start. Then the blast is turned on fully, and the ore that was piled on the curved wall is pushed down gradually as the lower portion is reduced, and this is continued until a mass of spongy iron, or 'bloom,' is formed. This is drawn out, hammered, and rolled with very primitive machinery. The ancient workers were not acquainted with the use of lime as an artificial flux, and hence the silica of the ore was got rid of by combining with some of the oxide of iron and thus forming a liquid cinder (see SLAG).
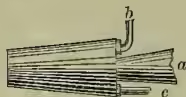
The blowing-apparatus or 'trompe' shown in the drawing is used in mountainous countries where streams from high levels are available. The upper tank a is erected on a ledge of rock with one end overhanging, in this case supported by a tree-trunk. Connected with the large hole in the bottom is a wooden tube with oblique side openings, b, b. This tube terminates at the top of a lower tank c, which has an outflow opening at d, while its upper part communicates with the tuyère at e. The tank is otherwise closed and air-tight. At a in the upper tank is a plug to regulate the flow of water into the wooden tube. When water flows down this tube its velocity is of course accelerated as it descends. This acceleration divides the column of water, and the spaces between become more or less vacuous. Consequently air rushes in at b, b, is dragged down by the descending water, and cannot return against the stream, but is forced by the rushing water through the narrow passage into the upper part of the lower tank, and there compressed in a degree that admits of regulation by raising or lowering the plug a. When the inflow of water is in excess of the outflow, the pressure increases, when the outflow is in excess it diminishes, when they are equal it remains steady, and thus the required variations of blast are regulated.
Modern blast-furnaces are hollow towers ranging from 30 or 40 to nearly 100 feet in height, and with internal capacities varying from 500 cubic feet to upwards of 25,000. The smallest furnaces are those used for smelting the richest and purest ores with charcoal, and, generally speaking, the poorer the ores the larger the furnaces, until we reach the maximum in the Cleveland district of the North Riding of Yorkshire, the metropolis of which is Middlesbrough.
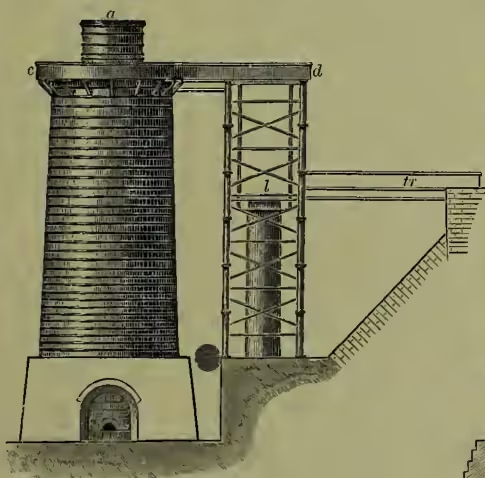
Figs. 2 and 3 show a modern blast-furnace of ordinary dimensions (fig. 2) as seen externally (without its appliances for blast, &c.) and (fig. 3) in section. The external rings are of stout iron, bracing all the masonry together. The interior is lined with firebricks or other refractory material, the thickness of this lining or 'shirt' increasing downwards as the heat increases. Between the shirt and outer brick or stone-work an annular space is usually left which is filled with loose sand or fragments of slag to allow for shrinking or expansion of the interior. The larger furnaces have a double lining with such space surrounding each.
Blast Furnace.
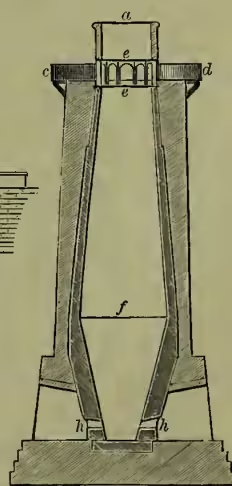
The internal form is a matter of some practical importance. As shown in the section, the upper part or 'tunnel-head,' a, e, projecting above the surrounding gallery, is cylindrical. This part is not added to all furnaces. It merely acts as a chimney. Passing downwards we come to a continuation of this, e, e, which is called the 'throat,' the charge being pitched down this from the gallery through the arches or 'tunnels' that are shown in the section. Below this is a long truncated cone, c, f, called the 'stack,' extending to the widest part, which is called the 'belly'; this name, another form of the 'bosh' or 'boshes' (supposed to be a corruption of the German bauch), is applied to the lower inverted cone, which extends from f to h, h, where the blast enters by the tuyères or twyers (from the French tuyau or tuyère, which is freely translated in the Black Country to 'two irons,' as there are two iron tubes as shown in section, fig. 4,
Fig. 4.
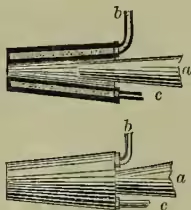
and externally, fig. 5). The outer one is surrounded by a lining of flowing water, which enters at b and escapes at c. This is to save it from fusion. The blast is thrown in through this by the tube a. Below these is the crucible where the melted metal rests on the 'hearth.' The charge of ore, fuel, and lime is but slightly altered in bulk until it reaches the boshes at f, and the downward widening therefore assists its descent and the clearing of the walls; but below this the combustion becomes so active that rapid contraction of bulk occurs and the furnace is shaped accordingly.
The gallery or 'charging-plate,' c, d, is shown in fig. 2 connected with a hydraulic lift, by which the charge is raised to the level of the throat. Other devices are used, such as inclined planes, &c., and some furnaces are built at the side of a steep hill, with the throat nearly on the level of the hill-top. In that which is pictured the trolley-road or tramway, tr, is built up to about half height to meet the rising inner tube of the hydraulic lift at l. The materials charged into the furnace are ore, fuel, and flux, varying in proportion with the composition of the ore. The demand for flux is due to the impurities of the ore. Lime is used for this purpose. It combines with the silica, and forms a readily fusible compound, a silicate of lime or lime-glass, which descends with the silicate of alumina, an analogous compound in the clay, and forms the 'slag,' or more properly 'cinder,' which floats on top of the fused iron in the crucible. The old iron-masters who used no such flux lost much of their iron by the combination of its oxide with the silica; hence the iron in the 'Dane cinders' of the Forest of Dean. In most of the modern furnaces the crude limestone is charged with the crude ore. Otherwise the ore is first roasted to expel the water of composition it contains (clay is a hydrated silicate of alumina) and the carbonic acid which is combined with the iron, and the limestone is similarly roasted in kilns to expel its carbonic acid. In the tall furnaces with hot-blast these operations are automatically performed in the upper part by the heat escaping from below. Formerly the coal was all coked before charging into the furnace; now raw coal or a mixture of coal and coke is used, and the coking, like the roasting, occurs in the upper part of the furnace. As the charge descends to the hotter and hotter parts of the furnace the oxide of iron, now dehydrated and dissociated from carbonic acid, becomes reduced to the condition of 'spongy iron.' The experiments of Sir J. Lowthian Bell show that such reduction occurs at a lower temperature than was formerly supposed. It is fairly started, if not completed, before the limestone is fully calcined. The chief reducing agent is the heated carbonic oxide gas that rises from the incandescent mass below. This gas, a compound of one equivalent of carbon with one of oxygen, CO, combines greedily with oxygen when heated, and forms carbonic dioxide (carbonic acid), CO2. In this case it does so by taking away the oxygen from the oxide of iron. The hydrocarbons formed by the distillation of the coal probably co-operate. The spongy iron thus formed corresponds to the final product, the 'bloom' of the Catalan and other primitive furnaces. The iron itself is pure enough, but is entangled with the earthy impurities of the ore. The bulk of these impurities is finally removed by the flux, but before this occurs another and rather vexations action occurs at the full and bright red-hot region below. This is described by Sir J. L. Bell as the 'zone of absorption,' for here the spongy iron absorbs impurities that have afterwards to be removed by the puddler. It takes up carbon, silicon, sulphur, and phosphorus from its surroundings, the sulphur and carbon from the coal, the silicon and phosphorus from the ore. These, though mischievous, assist the work of the blast-furnace; they lower very considerably the fusing-point of the iron, the pure spongy iron being practically unfusible in an ordinary furnace. The manner in which the spongy iron appears to obtain its carbon is curious. Carbonic oxide when highly heated (2190° F.) is dissociated into carbon and carbonic acid. One half of a given quantity loses its oxygen and gives it over to the other half. Taking two equivalents of carbonic oxide, containing two of carbon and two of oxygen, the change may be represented thus:
Sir J. Lowthian Bell, who has devoted an immense amount of costly labour to the investigation of the contents of various parts of the blast-furnace, maintains that this dissociation occurs at a much lower temperature in the blast-furnace than in Deville's apparatus, possibly owing to the help of the iron in combining with the flocculent carbon immediately it is thus separated.
After these changes are completed, fusion speedily occurs in the rapidly-contracting region of the furnace, and finally the whole contents of the furnace, excepting those which are converted into gases that escape from the top, are liquefied and fall into the crucible as two distinct fluids, the melted crude iron, and the cinder or slag. The latter floats above the metal and runs out over a dam by a specially-constructed orifice. While thus covering the iron it protects the metal from oxidation, and this continues until the metal accumulates sufficiently to reach the 'cinder notch' of the dam. When this occurs the furnace is tapped—i.e. a plug which stopped a channel-hole at the bottom of the crucible is removed, and the molten crude iron flows in a glowing stream down long channels in a bed of sand. Side-channels of moderate length branch out on each side of the main channels, as near to each other as possible, and these are filled with the iron. In the poetic language of the Black Country the main channel is called the 'sow,' and the smaller branching channels the 'pigs.' Hence the well-known name of 'pig-iron.'
The table below shows the composition of pig-iron; the first being the mean of twenty-nine brands of high-class pig, the second of a common Cleveland pig; the analyses made by the writer:
| Combined Carbon..... | 0.91 | 0.50 |
| Graphitic Carbon..... | 1.92 | 1.00 |
| Silicon..... | 1.81 | 2.23 |
| Phosphorus..... | 0.33 | 1.50 |
| Sulphur..... | 0.25 | 0.27 |
| Manganese..... | 1.23 | 0.71 |
| Iron by difference..... | 93.50 | 93.69 |
| 100.00 | 100.00 |
Pig-irons are technically described as gray, mottled, and white, and commonly numbered accordingly, commencing with the gray as No. 1, down to No. 8, the extreme white. Gray pig-iron is granular and easily drilled or filed, owing to this structure; white pig is crystalline and very hard, harder than the hardest steel. This difference is mainly due to the different conditions of the carbon. In the gray it is nearly all uncombined or graphitic; in the white, nearly or quite all combined; the mottled is intermediate. It is easy to pick out with a penknife from a good sample of No. 1 pig brilliant scales of graphite, technically described as 'kish.' Good samples of pig-iron are used directly for making castings, or the pig-iron is refined (see below) for this purpose. Such 'cast-iron' is brittle in proportion to the impurities it contains. In its ordinary condition it is neither malleable nor ductile, though small castings of a superior quality of refined iron may be rendered tougher by careful annealing. These 'malleable castings' are now largely used.
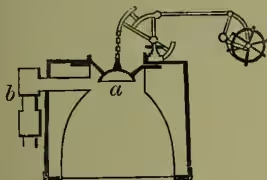
One of the important improvements of modern ironmaking is the use of the hot-blast. Very great economy of fuel is thereby effected. A great variety of ovens for heating the blast have been patented. Their essential principle is passing the air through tubes or passages of iron or fireclay that are heated by a flame or hot air surrounding them. The heat is usually obtained by utilising the waste inflammable gases that formerly blazed away to waste from the top of the blast-furnace. For this purpose the tunnel-head (a, e, figs. 2 and 3) is cut down, or not built, and the charge is thrown upon a stopper, which is movable in such wise as to drop the charge with little or no escape of the gases from the interior of the furnace. The most common of these devices is the 'cup and cone,' shown in fig. 6, where a is the cup that plugs the opening of the truncated cone above. The charge is pitched into this inverted cone and rests there till the cup is lowered, when it falls around the cup. In the figure the furnace is shown closed. The inflammable gases then descend by the pipe b to their destination.
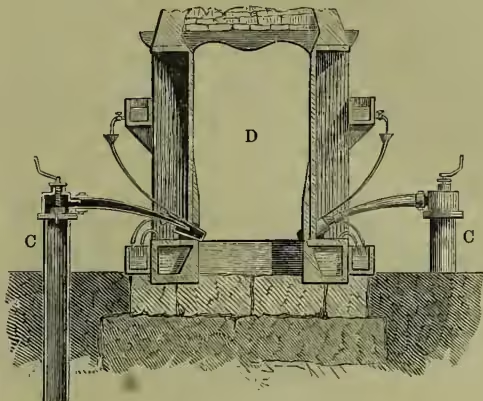
In order to obtain ordinary malleable iron from pig-iron the bulk of the impurities are removed by 'puddling' and hammering or squeezing. The old iron-masters simply melted the crude iron in a refining furnace or 'finery,' and then subjected it to the action of a blast, which sufficiently oxidised the silicon and carbon. Where these are the only impurities that require removal this treatment is still used; but such severe oxidation fails to remove the sulphur and phosphorus. The refining furnace, which is still used to some extent for the conversion of gray into white cast-iron, or as preliminary to puddling, is shown in section in fig. 7. The pig-iron and coke or charcoal are charged into the space D, the blast is driven through the blast-pipes, C, C, to the tuyères, as shown. After starting well with fuel below, the coke continues to burn and the iron to melt, and both are continuously charged, the melted iron flowing down to the hearth below, where the blast strikes upon its surface and oxidises the carbon and silicon, at the same time circulating the fluid metal by its stirring action. If this is continued long enough, a bloom or ball of malleable iron is produced. With less blowing the silicon is for the most part burned out, and the graphitic carbon is caused to combine by the high temperature attained, and thus 'white iron,' suitable for foundry purposes or for puddling, is produced. In this case the melted iron is run into a shallow hearth, and there allowed to cool and throw up a film of silicate, which easily separates from the refined metal below. This is broken up into convenient pieces, and is commonly described as 'plate' iron.
The Bessemer process (see BESSEMER STEEL) is but a modification of this, the difference being that, instead of blowing on the surface, the Bessemer blast is introduced below, and therefore acts more thoroughly.
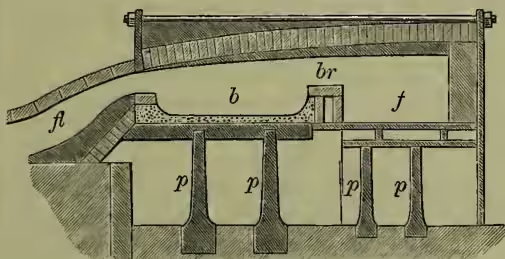
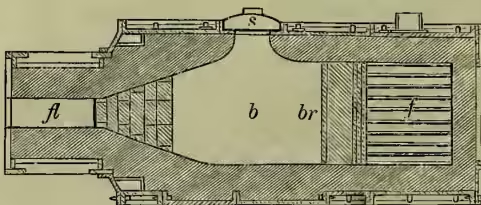
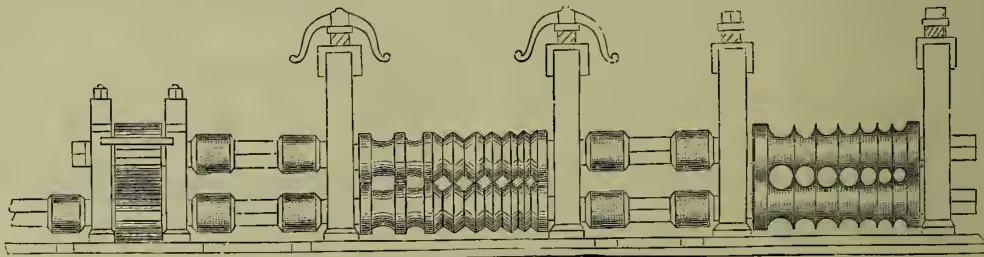
The puddling furnace, in which the puddling process is conducted, is shown in vertical section in fig. 8, where f is the fireplace, br the bridge, b the bed, fl the flue, and p, p, p, p, iron pillars supporting the furnace. It is constructed of firebricks, and the whole, excepting the flue, is encased in strong iron plates firmly strapped together by iron rods. When the fire is blazing the flame surmounts the bridge, strikes the arched roof, and 'reverberates' down upon the contents of the bed, and passes along the flue to a short chimney, which is surmounted by a damper-plate that may be raised and lowered to regulate the draught. Fig. 9 is a horizontal section with the same lettering, excepting that s is added to show the working-door or stopper-hole through which the puddler works. When the roof, walls, and bed of the furnace are moderately heated the puddler 'fettles' his furnace by plastering the bed and sides with a 'fettling' composition, which consists essentially of ground oxide of iron made into a paste with water. Hämatite is the best fettling; 'bulldog,' made by roasting refuse cinder, is cheaper, and largely used. Lumps of crude iron are now thrown in, the fire is made up, the doors closed, and damper raised to 'rouse' the whole and melt the charge, which usually amounts to 4½ cwt. Two men work the furnace, the 'forehand' and his 'underhand.' During the melting the underhand turns over and distributes the lumps with a long iron rod. When the melting is completed a heavier iron bar, flattened and bent at the working end, is used. This is called the 'rabble,' and with it a vigorous stirring or 'rabbling' is kept up. The work is very exhausting, and the men work in turns, the forehand taking the critical part of the process, where greater skill is demanded. As this proceeds the surface of the melted metal becomes further agitated by the bursting of small bubbles; this agitation, at first superficial, deepens and deepens, until the whole mass is seen to be violently seething and spiriting up flashes of blue flame from the bursting bubbles. This flame is mainly due to the burning of carbonic oxide. The puddler calls this the 'boiling,' and now the forehand works the rabble with great energy. As the rabble becomes softened at the working end and heated where held, it is rapidly plunged into a trough of water, and exchanged for a cool one. Careful observation shows that the puddler not only stirs the fluid, but gropes or rabbles along the bottom and sides of the furnace. Presently the melted mass thickens, solid granules are formed amidst the liquid. This the puddler describes as 'coming to nature.' It consists in the separation of infusible iron from the fusible silicates; the oxidation of the silicon forming glassy silicic acid, which combines with oxide of iron or any other basic material within reach. These solid granules are at a welding heat, and the next business of the puddler is to weld them together, which he does by running off as much as possible of the liquid cinder, and squeezing the granules together into a spongy mass or ball. At this stage he lowers his damper and blocks the draught-hole with lumps of coal, in order to envelop the mass of exposed granular iron in a smoky reducing atmosphere. This prevents ruinous oxidation or 'cutting,' as the puddler calls it. Book-learning critics have pointed to the dense volumes of smoke which then issue from his chimney, and have accused him of ignorant wastefulness in the consumption of fuel. In this case the illiterate black-faced puddler understands the theory and the practice of his work, and the learned fine gentlemen are ignorant of both. The ball is now divided into portable dimensions (usually into three), and is rapidly carried to the hammer, where it is struck lightly at first, but with gradually increasing force as it becomes compressed into shape. The three balls may be united, commonly are, and thus beaten into a 'puddled bar.' During this beating, or 'shingling,' liquid cinder is squeezed from the mass like water from a sponge. More and more is squeezed by subsequent compression in passing the puddled bar through rolls similar to those shown in fig. 10. It first enters the large hole of either the square or the round set, and then while still red-hot passes successively through smaller and smaller openings. In the subsequent working of the iron this squeezing out of the impurities is continued. Thus, if it is made into boiler-plates or thin sheets, the bars made by passing through the rolls are cut into short lengths and 'piled'—i.e. stacked in square bundles, then heated and rolled out, during which working more fluid cinder is expressed. By such means the quality is improved up to a certain point, but beyond this mischief is done, for if the reheating is repeated too often the protecting remainder of carbon is removed, and the iron itself then oxidises—'burnt-iron' is the result. This is friable, owing to the presence of particles of black oxide in the midst of the iron.
Formerly puddling was regarded merely as a process of oxidation produced by the action of air on the surface, and the puddler's stirring was described as a means of bringing fresh material to the surface. It was afterwards shown that large quantities of oxygen are supplied from below by the reduction of the oxide of iron in the fettling. The writer has tested this theory by excessive fettling with rich haematite and laborious rabbling; and has thereby turned out a weight of puddled bar exceeding that of the crude iron of the charge, the excess being due to the reduced iron from the haematite. But even this is not sufficient to account for the purification from sulphur and phosphorus; oxidation alone will not remove the remainder of these when their quantities are brought down to about per cent. This has been fully proved by the failure of the fierce blast of the Bessemer converter to do so without also oxidising the iron itself. The writer's explanation of the puddler's success in purifying very bad pig-iron is that his process consists of oxidation plus washing; that he washes the granules of iron in liquid and basic cinder, as the laundress washes fibres of cotton, &c. in soap and water. The sulphur and phosphorus are found in the cinder, as the dirt and grease in the soap-suds. The subsequent squeezing out of the residual entangled liquid cinder by hammering, rolling, &c. is, according to this theory, strictly analogous to the wringing of the laundress. In connection with this impossibility of removing all the sulphur and phosphorus by mere oxidation it is desirable to correct a serious error that is repeated in most of our text-books—even the best. This is the statement that wrought-iron contains no practically important quantity of carbon. This error is not shared by practical iron-makers who have studied the chemistry of their work. They know that some carbon or silicon, or both, must remain to protect the iron itself from oxidation when heated. It usually contains about 2 per cent. of carbon, more or less, according to the quantity of silicon, which, being more readily oxidised than carbon, is a still more efficient protector. This is of great practical importance now that the Bessemer and Siemens-Martin processes, formerly used only for making steel, are applied to the manufacture of a malleable iron by pushing the oxidation to its utmost limit. If this limit is exceeded brittleness instead of toughness is the result, and a mistake in this direction involving certain portions of such a structure as the Forth Bridge might be fatal to the whole, as 'nothing is stronger than its weakest part.' For the making of such 'semi-steel,' see BESSEMER STEEL, and STEEL. And see FOUNING.
Statistics as to the development and present position of iron manufactures will be found in the articles GREAT BRITAIN, BELGIUM, GERMANY, UNITED STATES, &c. For the processes of iron manufacture, see C. R. Alder-Wright, The Chemical Changes accompanying the Smelting of Iron in Blast-furnaces; Bauerman, The Metallurgy of Iron; Sir J. Lowthian Bell, Chemical Phenomena of Iron Smelting; W. Fairbairn, Iron: Its History, Properties, and Processes of Manufacture; W. H. Greenwood, Steel and Iron; C. Hoare, Iron and Steel; A. K. Huntington, Metals, their Properties and Treatment; Iron, an Illustrated Weekly Journal; Journal of the Iron and Steel Institute; M. H. C. Landrin, Treatise on Steel; F. Overman, The Manufacture of Iron; J. Percy, Metallurgy: Iron and Steel; J. A. Phillips, Manual of Metallurgy; W. M. Williams, The Chemistry of Iron and Steel Making. In German, E. F. Dürre, Die Anlage und der Betrieb der Eisenhütten; Dr Karl Hartmann, Practisches Handbuch der Stahlfabrikation; A. Ritter von Kerpely, Bericht über die Fortschritte der Eisenhütten-Technik; Stahl und Eisen; H. Wedding, Die Metallurgie. In French, Annales des Mines; L. Gruner, Études sur les Hauts-fourneaux; Revue Universelle des Mines.
IRON IN ITS PHYSIOLOGICAL AND THERAPEUTIC RELATIONS.—Iron is an essential constituent of the colouring matter of the blood-corpuscles of all vertebrate animals; and, according to the best authorities, one part by weight of iron is found in 230 parts of blood-corpuscles, and the total quantity of this metal in the blood of a man weighing 140 pounds is about 38 grains. It is the presence of iron in the blood that communicates to the ashes of that fluid their reddish-brown colour, the iron being found in them as the peroxide. The ashes of hair, of birds' feathers, of the contents of eggs, of gastric juice, of milk, and of most animal fluids, contain traces of iron.
Nothing is known with certainty regarding the chemical condition of the iron in the animal body; it probably exists as protoxide in the venous blood and peroxide in arterial blood. It is introduced into the system with the food and drink, and any excess beyond what is required is discharged with the excrements. It is thus a food rather than a medicine; but when an insufficient quantity is contained in the nutriment, or when from any cause the absorption of the iron contained in the food is interfered with, chalybeate medicines become necessary in addition. The iron that is set free within the system by the constant disintegration of blood-corpuscles is carried out of the system partly by the urine, chiefly by the colouring matter of the bile, which is highly ferruginous, and probably is in part eliminated by the hair. The exact part which the iron plays in the body is uncertain; but it is most probable that the power which the blood-corpuscles possess as oxygen-carriers is mainly due to the presence of iron.
In most forms of Anæmia (q.v.), especially Chlorosis (q.v.), the iron compounds are of incomparably more service than any other remedies. In amenorrhœa, in certain painful nervous affections, and in many conditions of debility the salts of iron are of especial service. They are contra- indicated in plethora, and in most states accompanied by feverishness. The forms in which iron may be prescribed are very numerous, and vary considerably in their utility, according to the readiness with which they get taken up into the blood. Amongst the most generally used ferruginous medicines may be mentioned reduced iron, the tincture of the perchloride, the saccharated carbonate, the compound iron mixture (containing the carbonate), the sulphate, the tartarate, several citrates (especially the citrate of iron and quinine), &c. A course of Chalybeate Waters (see MINERAL WATERS) may often be prescribed with great advantage when the patient cannot bear the administration of iron in its ordinary medicinal form.