Leather consists of the skins of animals chemically modified by tanning and otherwise, so as to arrest that proneness to decomposition which characterises unprepared skins, and to give to the substance greatly increased strength, toughness, and pliancy, with insolubility and inalterability in water. Some method of preparing skins so as to make them wearable must have been known from the very earliest times, and there yet exist remains of tanned leather made in Egypt not less than 900 years B.C. In modern times the methods and principles of leather-making have come to be well understood; but the processes employed in the manufacture have not been seriously modified; the attempts made to hasten the essentially slow processes having met with but limited success. There are three methods by which leather is prepared—first, and by far the most important, with tan barks and other vegetable substances containing tannin; second, by tawing with alum, bichromate of potash, and other mineral salts; and third, by shamoying or impregnating the raw skin with oil.
The skins of all animals used for leather-making consist chiefly of a fibrous gelatinous substance called collagen, which on being boiled forms the ordinary gelatin of commerce, with an interfibrous compound called coriin, insoluble in water, but which in common with collagen unites with tannin to form the insoluble and unalterable compound tanno-gelatin, the chemical basis of tanned leather. The compounds are similarly acted on by bichromate of potash and other mineral salts in tawing, whereby insoluble combinations are formed.
The skins of all animals may be made into leather; but in practice the raw materials of the manufacturer consist of the skins of certain animals which are reared and slaughtered primarily for other purposes, and of which the supply is sufficiently large to form the basis of a great industry. Large skins, it may be remarked, such as those of oxen and horses, are in trade termed hides; those of calves, sheep, goats, and other smaller creatures are called skins. Of all leather-making hides the most important are those of oxen, which are primarily distinguished as ox, cow, and bull hides, and calf-skins. To the tanner they come in several forms and from many quarters. The first source of supply is the local slaughter-house, from which the newly-flayed skins called market hides are obtained. From abroad ox-hides come either as wet or dry salted hides, or as simply dried hides, the great sources of supply being Australia, the Cape of Good Hope, the River Plate and South America generally, and China and Japan. From the East Indies there come vast quantities of small hides termed kips, both salted and tanned. Buffalo-hides are imported in large quantities from Singapore, Batavia, Bombay, Kurrachee, and Calcutta. Horse-hides are brought in considerable quantities from South America, and the knacker's yards at home supply fresh hides, which, however, are generally in bad condition. Sheep-skins, from the vast quantities yearly available in nearly all parts of the world, are a most important source of leather. Besides native supplies the British market chiefly obtains them from Australia and New Zealand, the Cape, and Buenos Ayres. Goat-skins and kid-skins come from the Cape, the East Indies, Asia Minor, and Switzerland; but many of the East Indian and Asiatic skins are when imported already tanned, and require only dressing. A now important source of leather is from seal-skins, the supply of which is derived from the Greenland and Newfoundland fisheries. Other skins which have only a local or a limited market are the walrus, rhinoceros, and elephant, from which leather of great thickness, suitable for polishing-wheels and other mechanical purposes is obtained; and hog or pig skin is an important source of leather for saddle-making and other purposes. The skins of various species of deer and antelope, porpoise and kangaroo, are also sources of leather; and from the Cape there are occasionally sent to the London market skins of the gnu and zebra. As sources of leather for fancy articles there may be mentioned the alligator (a leather now extensively imitated), and certain snakes' and sharks' skins.
Tanning.—The operations of tanning and the duration of the process vary very widely according to the nature of the tanning materials employed, the nature and thickness of the hides and skins under treatment, and the class of leather being produced. The sources of Tannin (q. v.; and see BARK) are exceedingly numerous, but oak-bark is the most important, and that which produces the most valuable and substantial of all leathers. Oak tannage is, however, a very tedious process, and the common practice is now to hasten the completion of the operation by mixed tannage, in which more rapidly acting agents play a part. In America hemlock-bark from Abies canadensis is the most important tanning material; and the mimosa or wattler barks of Australia are very largely used in the colonies as well as in Britain. Standard extracts containing a fixed percentage of tannin have also come into favour for rapid tannage. But, with all the devices which have been suggested, tanning is essentially a slow operation, and it cannot be forced through without injury to the resulting leather, any more than can the operations of roasting beef or toasting bread be hastened unduly. The many processes which have been suggested, involving chiefly the use of strong tan liquors, or ooze as it is technically called, and the transfusion of these liquors through the hides, have resulted generally in the production of hard and intractable leather, or of a superficial tanning only. Such imperfectly made leather gets an appearance of uniformity and finish by being impregnated with grape-sugar, or with sulphate of magnesia, chloride of barium and other salts, which add weight, but which otherwise are the most rank and deleterious adulterants.
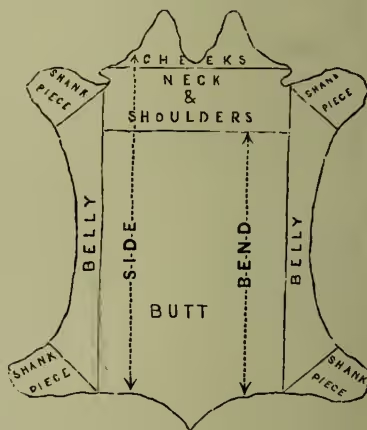
In the treatment of ox-hides for the production of, say, sole-leather, the first object of the tanner is to clean and soften the hide. This is done by washing with water, and if necessary working the hide under stocks till the whole is uniformly soft and pliant. The unhairing and removal of the scarf skin is the next operation, for which in English tanneries the hides are steeped in pits containing lime-water, while in America the plan adopted consists of sweating the hides, or artificially heating them till incipient putrefactive fermentation is set up. The hides are afterwards stretched over a tanner's beam, and the hair and scarf skin are removed by shaving with a fleshing-knife. At the same time the flesh side is gone over, and any fragments of fibre or fat adhering to it are pared away. All traces of lime in the hides must be got rid of, and that sometimes is effected in the first tan-pit, containing acid liquors weak in tannin, and sometimes by 'bating' in 'pure'—which is a warm decoction of pigeons' or other fowls' dung. The modus operandi of actual tanning varies endlessly, but in general it may be said to consist in suspending or depositing in layers the hides in a successive series of pits containing tan liquor or ooze which is weak at first, but which as the tanning proceeds is made increasingly rich in tannin. In the early stages of the tanning the hides are frequently handled or turned over in the tan-pits, as often as two or three times daily at first; but as the tanning progresses this handling becomes less and less frequent, till in the final pits, in which strong liquor is used, and where, moreover, the hides are interstratified with raw bark, they may rest for six weeks without being disturbed. When finally taken from the tan-pit the hides are carefully drained in a heap covered over from the light, after which they are suspended in the loft for drying, in which condition they form rough leather, hard, uneven, and refractory. To finish the hides they are damped and softened in water, scoured to remove the bloom from their surface, then liberally oiled and the whole surface worked over by pressure with a three-sided steel implement called a striking-pin. This operation removes all creases and smooths out and solidifies the leather—an operation carried further and finished after renewed oiling, by rolling the hide on a smooth floor under a heavy hand-roller. For both these operations very efficient machinery is now generally substituted for the old method of hand labour. The different portions of an ox-hide, and of all hides in some degree, possess distinct qualities which render them available for special applications; hence in the trade they receive distinctive names, and frequently are separately dealt in. An entire hide is termed a crop (see fig.); one-half the crop cut longitudinally forms a side; the pieces around the margins are designated as on the diagram, and collectively form the offal; the neck and shoulders are sometimes detached from the butt, which forms the hide minus the offal, and half a butt cut lengthways makes a bend.
Dressed Leather.—Under this head there is embraced a great range of leathers which after tanning undergo a varied series of finishing operations at the hands of the currier and leather-dresser, to fit them for the diverse uses to which dressed leather is applied. The currier has to do with the paring down of the flesh side of the leather, to smooth its surface, and to equalise its thickness; and he also, when desirable, splits hides by means of a machine into two or more useful layers or splits. His further and principal operations have for their objects the rendering of the leather soft, flexible, and waterproof, and giving it the finished surface, grained or smooth, waxed or blackened, glacé or enamelled, dyed, &c. For stuffing the leather, which is the most essential operation of the currier, it is first softened in water, then the surface is gone over with a scraping tool or slicker, and while still wet it is liberally covered with a dubbing composed of mixed tallow and cod-oil. As the moisture evaporates from the leather the grease penetrates and thoroughly permeates the whole texture. For the numerous operations of currying and finishing leather elaborate machinery is now employed, which has almost entirely superseded hand work.
Morocco leather is a term which now applies rather to the finish of a certain class of goods than to the source of the skin of which it is formed. It is a richly grained and dyed leather, originally and properly made from goat-skins tanned in sumach; but now sumach-tanned split calf-skins and sheep-skins are the source of much so-called morocco. Sheep-skins roughly tanned and undressed are termed basils; dressed and dyed as for morocco, but finished smooth, they form roans; and split sheep-skins (the flesh sides of which go to be shamoyed to form wash-leather) tanned and dressed are known as skivers. Russia leather is now any smooth finished thin leather, impregnated with the empyreumatic oil of birch-bark, which gives the substance its peculiar odour and insect-resisting qualities. Originally it was made in Russia of dressed calf-skins.
Tawing consists in dressing skins with certain mineral salts, and is useful principally for glove leathers and the so-called kid-leather employed for the uppers of ladies' boots. It is also by tawing that furriers' skins are prepared, and hides and skins in the hair generally preserved. The process of tawing a lamb-skin may be taken as a typical example of the process, which, however, is much varied, as experience suggests. The skins are generally lined on the flesh side with cream of lime to detach the wool, which is removed as in ordinary hide-tanning. After thorough cleansing, the pelts are steeped for two or three weeks in a pit filled with water and lime, being taken out from time to time, and drained on sloping benches. When removed finally from the lime-pit, the skins are worked with the knife, to render them still more supple, and they are then put into the branning mixture. This consists of bran and water, in the proportion of two pounds of bran to a gallon of water. From this mixture, in about two days, they are transferred to another bath, consisting of water, alum, and salt. After the proper amount of working in this mixture, they undergo what is called the pasting, if intended to form white leather. The paste is a mixture of wheaten-bran and sometimes flour and the yolks of eggs. They are usually worked in a rotating cylinder with this paste and water, and are found in time to have absorbed the paste, leaving little more than the water. If the skins are not intended to be white, other materials are often used, and much pigeons' and dogs' dung is employed. Lastly, the skins are dried and examined, and, if necessary, the pasting is repeated; if not, they are dipped into pure water and worked or staked by pulling them backwards and forwards on what is called a stretching or softening iron, and smoothed with a hot smoothing-iron. Numerous other tawing processes are in use and have been suggested, one of the most promising of which was the chrome tanning of Dr Heinzerling, introduced about 1876. In this the active agent is bichromate of potash; after treatment with which the leather is stuffed with paraffin: but the expectations of the promoters of this method of treating leather have not been fulfilled, the demand for chrome-tanned leather appearing to have quite fallen away.
Shamoying consists simply in impregnating and saturating skins with oil. The name is derived from the fact that the process was originally applied for the preparation of the skins of the Alpine chamois, and as it was also used for other deer-skins the name buck-leather or buckskin was also given to the preparation. Shamoy-leather now consists principally of the flesh splits of sheep-skins. The oil is worked by means of stocks slowly into the interstices of the skin and there becomes oxidised, forming a kind of combination with the gelatinous constituents, and yielding a peculiarly soft and spongy texture. A good deal of the buff-leather of commerce is prepared by a process which partakes of the features of both tawing and shamoying.
Owing to the fact that tanners derive a large proportion of their hides and skins from local sources, and dispose of most of their leather in the home-markets, it is not possible to gauge the extent of the trade by published returns. That the international movements of the trade are on a great scale is, however, made plain by the following figures. Into the United Kingdom in 1889 the imports were: dry hides, 575,158 cwt.; salted hides, 647,250 cwt.; leather, 104,916,924 lb., of a value of £6,667,265; boots and shoes, 100,487 dozen pairs. The exports were: dry hides, 365,701 cwt.; salted hides, 52,768 cwt.; foreign leather unwrought, 19,214,996 lb.; British leather, 143,140 cwt.; and wrought leather, value £413,600; boots and shoes, 11,127 dozen pairs; saddlery and harness, value £574,401. The imports into the United States in 1887 were: hides and skins (other than furs) 24,219,101; leather and leather manufactures, 10,933,570. Exports: hides and skins, 765,655; leather, 10,436,138. See separate articles on PARCHMENT, VELLUM, FURS; works by Collins (1876), Hunter (1885), and Watts (1885); and C. T. Davis's Manufacture of Leather (Phila. and Lond. 1885).