Nails. The making of nails by hand has been an established manufacture in the Birmingham district for 300 years. Before the successful (but very gradual) introduction of machine-made nails, men, women, and children, to the number of 60,000, were engaged in the industry. They all worked, as nailers who forge nails by hand still do, in small shops or sheds attached to their houses. In 1861, when the number employed at this work had dwindled down to 26,000, nearly one-half were females. At the village of St Ninians near Stirling in Scotland, where within the memory of persons still living 400 hands were employed in forging nails, there are now scarcely a dozen. After the introduction of slitting mills into England in 1865, which supplied nail-rods of the proper section to nail-makers, the trade became localised where it still is and gradually prospered. Iron plates are cut up into nail-rods by a pair of slitting rolls with square grooves on their surface.
In making nails by hand, the nailer heats the end of the nail-rod at his small forge, and brings it into the form of the spike of a nail by a few strokes of his hammer on the anvil. It is then cut to whatever length is wanted on a chisel, leaving it still attached to the rod. Dropping it next into one of two holes in a 'bolster,' and detaching it from the rod, the nailer forms the head from the projecting end by a few more strokes of his hammer, and then the nail is finished. Dies or 'swages' are required for the heads of ornamental nails.
Nail-making machines are complicated and can hardly be understood without a number of illustrations and a lengthy description. We can only name the principal parts of one for making wrought nails from 'ridge' rolled iron plate, which, though not of very recent design, has been much used. From a strip of this sheet or plate, which has a single or double ridge along its edge, the machine cuts the nails crosswise and partially forms the head of each from the ridge at right angles to the spike. These cut pieces or blanks are next moulded to the required form between suitable dies or forming tools, and then other tools come into play to shape and finish the heads. In this process the nails are formed while the iron is heated. A brief description of the machines in use at one of the largest English nail-works is given in the Engineer, 3d September 1886.
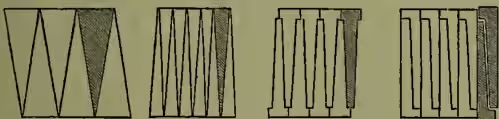
Cut nails are made from strips of cold iron the breadth of which corresponds to the length of the nail, and the fibre of which runs the long way of the nail. In cut nails the production of shank and point is done at the same time, but an additional operation is necessary if they require to be headed. The annexed diagram shows how these nails are made without waste of material.
Horseshoe-nails, which are formed of the best charcoal iron, have hitherto been the most difficult to make by machinery, but machine-made nails even of this kind are now rapidly taking the market. A very large proportion of cut nails, as well as other kinds, are now made from Bessemer and Siemens-Martin steel, and the quality of these is superior to most of the old wrought-iron nails. Cast nails are also made for horticultural purposes, and for nailing laths to hold plaster. Some cast nails are annealed, and are then almost as tough as wrought nails. Cast nails are also made in brass. Wire nails, which are of French origin, are made by a machine in which the end of a reel of wire, while held for a moment by cam grippers, receives a blow from a punch to form the head. The wire is then pushed forward the length of a nail and two punches advance to form the point, when a 'knocker-off' throws out the finished nail.
Since 1889 nails have been successfully made in America from tinplate scrap. This substance is sheet-iron, usually of excellent quality, and its coating of tin is an advantage for some, if not for most kinds of nails. Moreover, scraps of it accumulate in large quantity wherever tinplate goods are extensively made. For one size of nail, a blank of tinplate about th inch by th inch is crushed up or flattened edgewise into the form of a nail spike much in the same way as a fan is folded up; or the blank can be rolled up into a round nail. The machine for making these is the invention of Mr G. H. Perkins of Philadelphia, and has passed through several experimental forms. It performs the cutting, crushing, gripping, and heading operations.