Needles. The sewing-needle must be one of the oldest implements used by man. Bone needles with eyes are found in the reindeer-caves of France, and among the finds on the sites of the prehistoric lake-dwellings of central Europe there are numerous 'eyed' needles of bone and of bronze, but as yet only a single one of iron appears to have been discovered. Ancient bronze needles, 3½ inches long, have been found in Egypt, and there are surgeon's needles and thimbles which have been used in sewing with ordinary needles from Pompeii in the Naples museum. Savage races use needles of various materials, such as bone, ivory, wood, and metal. Some tribes do their sewing with awls of bone or of thorns with which they make holes, and then by pushing and pulling work the thread or string through them in the same manner as a shoemaker does. The Fuegians in sewing skins even make a tie at every hole. The Kaffirs make needles of iron or steel, with a constriction under the pin-like head, round which the end of the thread is tied instead of being passed through an eye.
Steel needles were made in 1370 at Nuremberg, at which early time its artisans were skilled in working metals, including the drawing of wire in iron, steel, and brass. Previous to 1563 the wire used for making needles in England was imported from Spain and Germany, but in England the manufacture was not of much importance till about 1650. The early-made needles were all square-eyed. The seat of the needle-manufacture in Great Britain is at Redditch near Birmingham, where in the best factories considerable improvements have in recent years been effected by the adoption of new mechanical appliances, and especially of automatic machines in some of the processes.
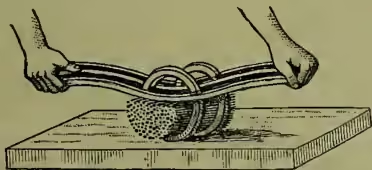
In the system of processes, about twenty-two in number, by which needles are now made, the first is the cutting of the coils of wire into two-needle lengths by a guillotine shearing-machine. The wire is of the best crucible steel, and requires to be very carefully gauged to size. After being cut, the lengths of wire are raised to a dull red heat and placed in loose bundles inside iron rings to be straightened by rolling each bundle backwards and forwards on a face plate with a slightly curved bar, through which the rings project (see fig. 1). The wires are next pointed at both ends, which was formerly entirely done by hand on a grindstone with a concave surface. An arrangement is now in use by which the wires are withdrawn—one closely following another—from a hopper by a pulley revolving at right angles to the grindstone, the wires being held to the face of the pulley by an india-rubber band. In their passage between the pulley and the grindstone the wires (double-needle blanks) revolve on their axes and become pointed at one end, and the process is repeated for the pointing at the other end. The fine steel dust formerly so injurious to the health of the hand-grinders has for some years been drawn away from the operative by the suction of a strong current of air. The stamping of these two-length blanks in the middle by the hand-worked stamping-machine so as to produce the flat of the eyes and the mark for the holes (fig. 2), as well as the punching of the holes by a screw press, can now be accomplished by more expeditious machines.

By the newer method the wire blanks are automatically fed into a quick-running belt-driven machine, in which a punch and dies form the prints or flats for the eyes. The next operation consists in punching two oval holes through the two prints of each blank by a vertical belt-driven punching-machine. After being eyed the still double blanks—they are now rather double needles joined at the heads by thin fins—are 'spitted' through their eyes on two wires flattened at one end to retain them. The burr made by the punch and die (stamping) is now removed by filing the spitted needles on both sides, and after being broken in two between the heads, which are then also smoothed by filing, a row of single needles is left on each spit, as shown in fig. 3.
In the tempering process which the needles undergo at this stage, they are first hardened by being laid on a plate and raised to a red heat in a furnace, after which they are dipped in cod-oil, kept cool by running off a portion as it gets warm and replacing it by an equal quantity of cold oil. The needles being now hard and easily broken, are made less brittle by placing them on a continuous band of wire gauze which travels slowly over gas flames. The next step is to roll the needles one by one under the finger on a smooth stone, and thus weed out those that are bent. In parcels of 50,000 they are next washed and scoured with soap to remove any of the oil used in tempering which still adheres, and the eyes are afterwards 'blued' to soften them. In the case of needles of fine quality the eyes are gilt. By one method the eyes are polished by threading them loosely on wires carried by standards fixed to a tray or platform which is moved rapidly with a reciprocating motion in a horizontal plane. In about one hour, with the assistance of a little fine emery and oil, the constant swinging of the needles on the wire smooths their eyes so as not to cut the thread. But the eyes of the best needles are hand-polished with fine emery on flax threads. The next step is to grind the heads and set the points by hand on a rapidly-revolving stone of fine texture.
An ingenious machine is employed for the final polishing of the shanks. The needles are fed in a longitudinal direction, in rows one deep, between transverse leather-covered rollers, with holding rollers above them. Besides turning on their own axes, a lateral as well as a backward and forward motion is given to the rollers, which produces a high polish on the needles. The older method of polishing needles is to put many thousands of them along with putty powder and oil in a canvas bundle wound round with a cord. A number of these rolls or bundles are then placed between two wooden slabs—the upper one heavily weighted—and made to roll backwards and forwards in a polishing-machine for several hours. When taken out of the canvas and the polishing material adhering to them removed with soap and water, the needles have a bright polish. It should be said that by this process, before the needles are thus rolled with putty powder and oil, they are previously rolled in a similar way with sand and emery-powder. After receiving a high polish the needles are not touched again by hand before leaving the factory, in order to prevent rust.
The needles now require to be laid with their heads in one direction. A gun-metal disc revolving vertically takes up each needle by a groove in its periphery, and lets it fall on an inclined glass plate. Owing to the taper form of the pointed ends of the needles they describe an arc in revolving, so that those with the points in one direction roll to the right and the others fall round to the left. The finished needles, although intended to be of the same size, always differ to some extent in their lengths, so that those of exactly one size require to be separated from other lengths by the sorting process, in which ganges are used. Lastly, the needles are papered either by being spitted on cloth pasted to paper, or by being made up into small packets, in which case the bits of paper are cut and folded in a machine like that used for envelope-making.
It is estimated that about 50 millions of needles and articles akin to them are made weekly in the Redditch district. These are of many sorts and sizes, including large needles for sewing canvas and such special kinds as are used for upholstery, surgical, and some other purposes. Recently a grooving machine has been used in the manufacture of sewing-machine needles instead of the old stamping process. See the Engineer, vol. lxii. p. 224 (1886); and the volume on the Birmingham trades in Bevan's British Manufacturing Industries.