Pottery. This term, derived through the French poterie from the Latin potum, 'a drinking vessel,' is applied to all objects of baked clay. Pottery may be said to be almost contemporaneous and co-extensive with mankind; it is found with the remains of our remotest ancestors, and it is fashioned amongst the rudest of present day tribes. The art in its rudimentary condition—merely moulding wet clay into the desired form, and submitting it to the hardening heat of the sun or of fire—is so simple as to be within the capacity of the least tutored savage. The universality of the primitive art, and the many different lines along which it progressed, preclude the possibility of tracing its history in chronological sequence, and only a few of its more important developments can be noticed in the historical section.
Pottery as known at the present day is distinguished into many classes according to the nature and purity of the clay employed, the heat to which it has been exposed in firing, the glazes or enamels with which it has been covered, and the coloured or other ornamental treatment of its surface. Briefly, as regards material and baking it may be divided into (1) earthenware, which, exposed to a comparatively low heat, remains earthy in texture and can be scratched with a steel point; (2) stoneware, fired at a high heat, hard, dense, compact, and not scratched by the knife; and (3) porcelain, fired at the highest temperature, semi-fused and vitreous in structure, and, when sufficiently thin, translucent. Earthenware again may be subdivided according to the manner in which its surface is treated, being either (1) plain, as in an ordinary flowerpot; (2) lustred, as in the black surfaced pottery of ancient Greece; (3) glazed or coated with a transparent glass or varnish; and (4) enamelled or coated with an opaque white or coloured glass, which completely conceals the body over which it is spread.
Manufacture.—The dough-like condition into which clay can be worked with water, and the hardness and indestructibility it acquires by burning, are the qualities upon which the potter's art essentially depends. Clay is one of the most abundant of substances, but it is of many qualities and degrees of purity. The commonest brick clays are so coarse in texture and so impregnated with iron and other foreign ingredients that they can be used only for bricks, tiles, and the very coarsest kinds of pottery. The purest potters' clay, known as china-clay or Kaolin (q.v.), is formed by the decomposition of granitic rocks. It consists essentially of the hydrated silicate of alumina with small proportions or traces of one or more of lime, potash, soda, and magnesia. The finest china-clay of Great Britain is found in Cornwall, where it was discovered at Carclaze, 2 miles N.E. of St Austell, between 1755 and 1758 by William Cookworthy.
Cookworthy's discovery was of the utmost importance for the home manufacture of porcelain and fine pottery; and the development of the industry which took place under Josiah Wedgwood and others was due in no small measure to the fine material which thus became available to them. Commoner potters' clay or pipeclay is obtained principally from Poole in Dorsetshire. The materials used for the paste or body of typical varieties of porcelain and pottery are as follows: (1) Porcelain.—At Sèvres, kaolin, 48 parts; sand (pure white), 48 parts; chalk, 4 parts. At Dresden, kaolin, 62 parts; felspar, 26 parts; broken biscuit-porcelain, 2 parts. At Berlin, kaolin, 76 parts; felspar, 24 parts. In England three mixtures are used: for common china, ground flints, 75 parts; calcined bones, 180 parts; china-clay, 40 parts; clay, 70 parts. For fine china, ground flints, 66 parts; calcined bones, 100 parts; china-clay, 96 parts; Cornish granite, 80 parts. Fine, for modelling figures, &c., Lynn sand, 150 parts; calcined bones, 300 parts; china-clay, 100 parts; potash, 107 parts. The glazes require to be varied for nearly all, so that their fusibility may be greater or less, according to the more or less fusible character of the biscuit ingredients. (2) Stoneware, such as is used for jars, bottles, drain-pipes, &c., is made of several kinds of plastic clay, mixed with felspar and sand, and occasionally a little lime, but the materials vary much in different localities. (3) Earthenware, called also Faience or Delft, is made of various kinds of clay, varying in colour from yellow to white, according to the quality required; and more or less of powdered calcined flints are mixed with it, to give it body and hardness. Sometimes, as in porous vessels, only clay is used.
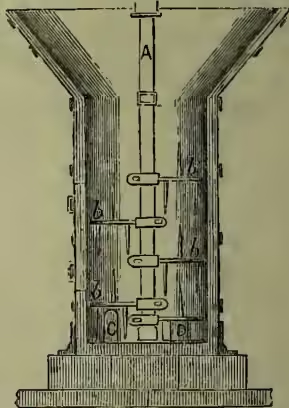
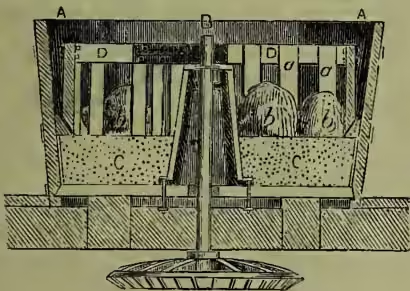
The use of calcined flint was first adopted by a Burslem potter named John Astbury, who in 1720 noticed the fine white character of a powder applied to the eyes of his horse for the cure of some ailment. He learned that the powder was made from calcined flint, and thereon he conceived the idea of using it in his pottery; and did so with great success. The ingredients, such as the clay and calcined flints, are prepared by separate means, the former in the pug-mill, which is represented in fig. 1. This is an upright, iron-bound, wooden cylinder, with an axis, A, turned by machinery; projecting from A are seven arms, B, each of which has three knives fixed in it, with the points outward, and so arranged that they spread over the largest amount of space in the interior; and altogether they are placed in a spiral manner, so that when in motion the clay, which is thrown in the hopper-shaped upper part of the vat, is worked down, and is so cut and kneaded by the knives that it is forced out at an opening at C in the state of soft pap. This is aided by the knives on the lower part of the lowest arm being connected together by a plate, D, which prevents all settlement at the bottom. This pap-like clay passes into a large wooden tank, in which it is agitated with water until quite incorporated, so as to resemble milk in colour and consistency. In another mill (fig. 2), of a different construction, the Cornish granite and calcined flints are reduced to a somewhat similar state. This mill is very strongly constructed, and consists of a tub-like vat, A, in the centre of which turns an axle, B, moved by machinery; in the bottom of the vat is a thick stone-bed, C, consisting of either chert or horn stone. From the upper part of the axis three strong arms, D, D, D, project like the spokes of a wheel; and strongly attached to these are stout beams, a, pointing downward, and nearly touching the stone-bed, C. As the axis, with its arms and beams, turns round, the beams push some large masses of the Cornish granite or of chert stone round with them, and these triturate the calcined flints and other hard materials, and stir up the water with which the vat is kept constantly supplied, whilst it overflows in a milky state, charged with the finely-divided materials, into a cistern, where it is kept stirred until it is sufficiently supplied with the solid materials, and the thickened milky liquid is then drawn off, in proper proportions, into a vat to which the prepared clay is also passed. The mixture of the two is then allowed to subside until the water is nearly clear, when it is drawn off; and the sediment is deprived of its surplus moisture, either by evaporation, or, in the best works, by a pneumatic exhausting apparatus, which does it very quickly. The composition is then a fine plastic material of the consistency of tough dough, and is ready for the potter's use. In preparing the finer materials for porcelain many other operations are required, all, however, having the same object—viz. the extremely minute division of the substances used.
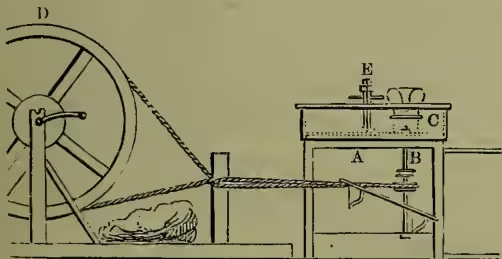
The prepared clay is taken to the throwing-machine, or potter's wheel, which is represented in fig. 3. This consists of a fixed table, A, through which passes the axle, B, and rises a little above its surface, and having on its upper end a disc, C, which revolves with it. The axle is put into rapid motion by turning the fly-wheel, D, either by hand or machinery; and this causes a rapid revolution of the disc, C, upon which is placed the soft mass of clay to be moulded. At E is seen an upright, with a small sliding-bar regulated by a screw; this is the guide for the potter to regulate the height of the vessel he is making. When the lump of clay is revolving, the potter, with his hands or with proper tools, fashions it into any rounded form he desires, gradually working from the base upwards till the vessel in his hands attains the external shape, height, and thickness of wall required. It is then put aside for some time to dry, and when in a state of greatest doughy tenacity it is fixed on a turning-lathe, and by means of sharp steel tools its surface is accurately turned and smoothed. But some articles are formed in moulds, the moulds being made of plaster
of Paris. This answers well for fine porcelain intended to be very thin, because the plaster-mould absorbs much of the moisture in the paste, and thus partially dries it, so that it admits of handling, which in a softer state would be very difficult.
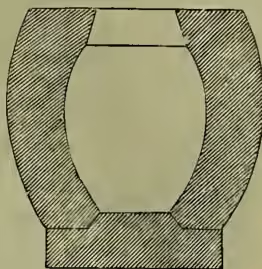
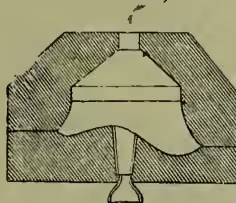
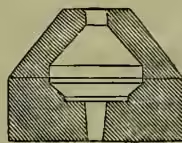
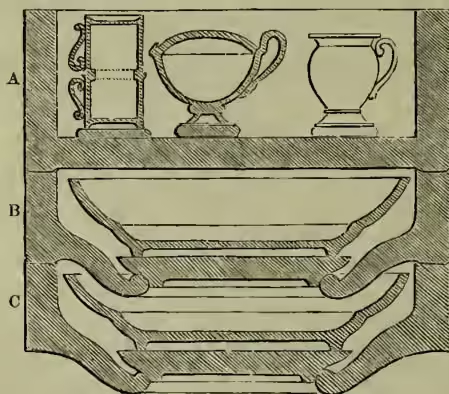
The paste is used so liquid that it can be poured into the moulds. It is usual, in casting, to have a mould for each part, as seen in figs. 4, 5, 6, which represent the body, neck and lip, and foot of the cream-ewer, fig. 7. The handle is also separately moulded, and attached with the aid of a fluid clay paste, called a slip. For nearly flat articles, such as dinner-plates, a plan is adopted which combines both processes: a mould, usually of plaster, fig. 8, a, is placed on the disc of the throwing-wheel, b, and a thin

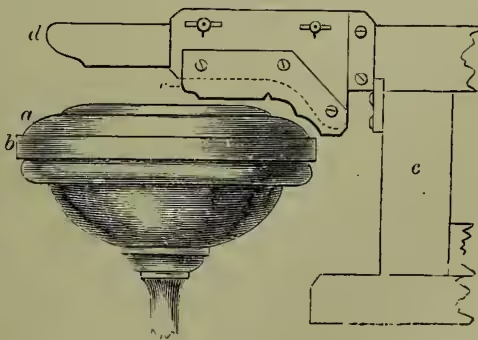
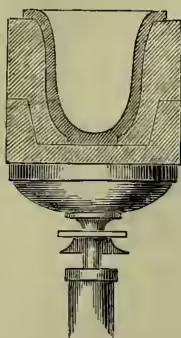
layer of the paste is pressed on to it, so as completely to take its form; then to the guide-post, c, is attached an arm, d, with a small brass plate, e, on its lower side. This plate is cut to the outline of half the plate, or dish; as it revolves, this pares down and shapes the clay to its own outline, and to the thickness to which it is set, there being an arrangement on the arm of the guide-post by which this can be effected. Sometimes, as in the case of deep vessels, moulds are used for the exterior, and the interior is formed by the hand. This process (fig. 9) ensures certainty of size and shape, which is important in making large numbers of similar articles, as tea-cups, &c. The mould is lined with a thin cake of clay, and when placed on the revolving disc it is fashioned inside by hand, and finished off with a wet sponge. Sometimes metal or horn tools are used for producing mouldings and other raised ornaments, or for grooves, when the turning or throwing wheel is used.
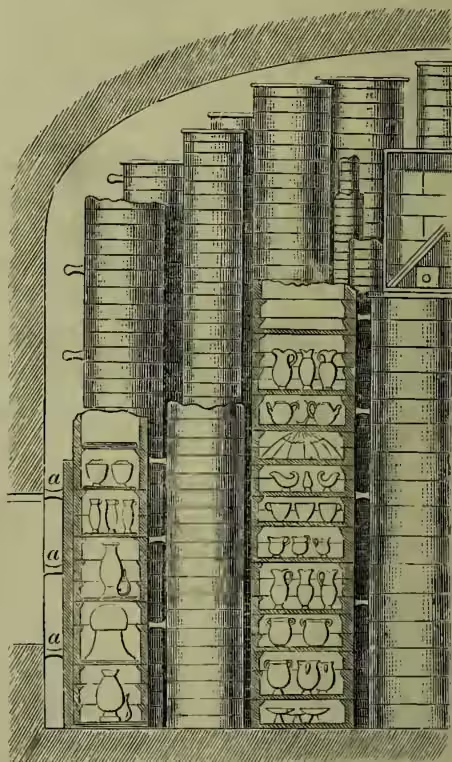
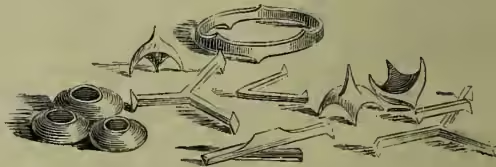
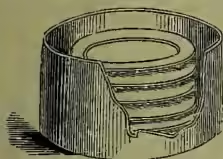
Being formed, the articles, of whatever kind, are now taken to the drying-stove, where they are placed on shelves, and remain there some time, exposed to a heat of about 85° F. When quite dry, they are next taken to a workshop near the kiln, and they are here carefully packed in coarse earthenware vessels, called seggars (fig. 10), which are so made that they can be piled upon one another to a great height in the kiln, as seen in fig. 11, in which some of the seggars are shown in section, for the purpose of making the arrangement intelligible. As the seggars are generally made large enough to hold a number of articles, which would, when highly heated, adhere if they touched, a number of curiously shaped pieces of burned clay are used for placing between them, so as to make them rest on points; these are called watches, cockspurs, triangles, stilts, &c. (fig. 12). In the seggar filled with plates (fig. 13) the plates are seen each resting on cockspurs, which prevent them touching. Another object is gained by this in burning flat articles such as plates; these, if placed one upon another, would not be fired equally, but when they are held apart the heat affects all parts alike. The seggars are so piled in the kiln that the centre is hollow, and there are free spaces between them through which the fire can ascend; props, a, a, a, a, fig. 11, being so placed as to keep them from immediate contact with the sides all round. Thus each seggar forms a small oven, in which one or more pieces of pottery or porcelain are baked, and the seggars prevent any unequal heating of the pieces, and also protect them from smoke. A kiln has generally eight furnaces, and it is usual to raise six piles of seggars between every two furnaces, or rather between their flues, which rise to a considerable height in the kilns. Each pile of seggars is technically called a bung, so that there are generally forty-eight or fifty bungs to the charge of a kiln. When all this is arranged the furnaces are lighted, and great care is taken to use the best coal, as it enables the manufacturer to make a more certain calculation as to its effects, and is less liable to smoke and sulphurous vapours, which might injuriously affect the contents of the kiln. The baking or firing usually lasts from forty to forty-two hours. The fire is then allowed to go out, and the kiln to cool very gradually, after which it is opened, and the seggars removed, to be unpacked in a separate workshop.
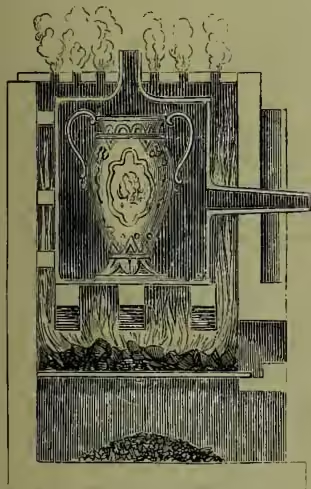
The articles are now in the state called biscuit-ware, and are ready for any pattern they may be intended to bear, and the glaze. Here, however, it may be stated that it is possible to glaze refractory pottery, such as stoneware in the biscuit oven, and thus avoid the necessity for two firings to the ware. The glazing is in this case effected by throwing common salt into the oven when at its highest temperature. The salt is volatilised and the sodium separates from the chlorine, and, combining with the silica it finds in the heated ware, forms a true soda glass with it, which makes a uniform transparent glazed layer over all the pottery surfaces which it reaches. In this way all glazed sanitary wares and ordinary stoneware jars and bottles are made at one firing. Common pottery is often figured by printing the design in enamel colours on transfer-paper, and, whilst the printing is still wet, applying it to the biscuit-ware; the ware absorbs the enamel ink, and the paper is removed by water, leaving the pattern on the ware. It is next fired in seggars, or a muffle, to fix the colour, and is then dipped into composition called glaze, of which three kinds are used in the Staffordshire potteries. The first, for common pipeclay ware, is composed of Cornish granite, 16 parts; flint, 36 parts; white-lead, 53 parts; and cullet, or broken flint-glass, 4 parts. These materials are triturated with water, with the same care and by similar means to those employed in forming paste, and are reduced with water to the same milk-like liquidity. Each workman has a tub of the glaze before him; and as the articles of biscuit-ware, either with or without decorations, are brought to him, he dips them in the glaze, so as to ensure a uniform coating over them; and by nice management he prevents any large drops or accumulations on one part more than another. The porous biscuit-ware rapidly absorbs the moisture, and dries up the thin film on the surface of the articles, which are again placed in seggars, and carried to the glaze-kiln, where they undergo another firing, which melts the glaze, and converts it into a transparent glass all over the surface, and renders any pattern previously printed upon it very plain. The temperature in the glaze or enamel kiln is only increased very gradually, and is kept up for about fourteen hours, after which it is allowed to cool slowly, and the articles are taken out completed. So far, this description has applied to the manufacture of pottery and porcelain on a large scale, for general purposes; but when it is applied to more costly and artistic works very special arrangements are required; and in the case of remarkably fine pieces, instead of the huge kilns, which hold frequently many thousand pieces, muffle furnaces (fig. 14) are used for each separate article for the biscuit, the glaze, and the coloured and gilded decorations, which, in porcelain, are applied on the glaze, and not on the biscuit.
In the decoration of painted pottery and porcelain the colours employed are coloured glasses ground to impalpable powders, and mixed with borax or some other fluxing material. For use they are generally made liquid with oil of spike, and they are laid on with hair-pencils, in the same way as oil-colours. The whole process is exactly the same as in painting or staining glass; the glaze on the biscuit-porcelain being true glass, and the enamel colours being exactly the same as those used by the glass decorator. The colours may be made by mixing the materials of which glass is made with the colouring material and the flux, or simply with the already coloured glass and the flux. When the former plan is employed the principal colouring materials made use of are oxide of chromium for green; oxide of iron for red, brown, violet, gray, and yellow; oxide of uranium for orange, yellow, black; oxide of manganese for violet, brown, black, and purple; oxide of cobalt for blue, gray, and black; oxide of antimony for yellow; oxide of titanium for yellow; oxide of copper for green; suboxide of copper for red; sesquioxide of iridium for fine black; protochromate of iron for brown; chromate of lead for yellow; chromate of barytes for yellow; chloride of silver for deepening reds and purples; purple of Cassius for ruby and purple. Several of these colours are much increased in brilliancy by the addition of oxide of zinc, which of itself gives no colour; and the transparent ones are rendered opaque by the addition of oxide of tin.
Other fluxes besides borax are used—as sand, felspar, boracic acid, minium or litharge, salt, salt-petre, potash, and soda. For the gilding of pottery gold-leaf is rubbed down with oil of turpentine; or metallic gold is produced by precipitating the metal from its solution. The finely-divided gold so obtained is washed and dried, and then worked up with one-sixteenth of its weight of oxide of bismuth and oil of turpentine, painted on, fired, and afterwards burnished.
HISTORY.—The most ancient pottery of which we have any trace consists of the rude clay urns, vases, and other vessels found in the tombs of the prehistoric races. These remains exhibit the art of the potter in its most elementary condition, yet they are not devoid of elegance of form, and the decorative instinct of primitive man found appropriate expression on them in bands of incised lines forming lozenges, zigzags, and other geometrical forms, and in impressed wavy cord marks, &c. See LAKE-DWELLINGS, STONE AGE, TROY.
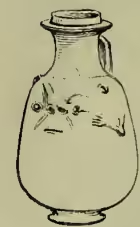
Egyptian.—If we except the races of the far East, it is to the Egyptians among historical nations to whom precedence must be assigned in the art of the potter. We know that at a very remote period people made bricks of sun-dried clay cemented with straw, which were sufficient for the purposes of construction in a country where there is scarcely any rainfall. Vases of baked earthenware were also in use at the earliest period of Egyptian civilisation, and glazed tiles are preserved which belong to the epoch of Rameses III., not long after the exodus of the Israelites from Egypt. That the Egyptians attained considerable skill as potters is attested by the lustrous red ware they made for holding perfumes, wine, honey, and other delicacies; but their most remarkable pottery was their so-called porcelain made of a fine sand or frit covered with a thick siliceous glaze, blue, green, white, purple, or yellow in colour. The blue colour—which is that principally employed—was produced by an oxide of copper which yielded tints of unrivalled beauty and delicacy. This famous porcelain was made as early as the 18th dynasty (about 1600 B.C.), and continued to be produced till the period of the Greek and Roman rule. It was fashioned into vases, sepulchral figures of deities, scarabæi, beasts, &c.; and it must have attained a great reputation, for remains of it are found in most of the ancient countries which had commerce with Egypt. The unglazed Egyptian bottle (fig. 15) illustrates the fact, also attested by early Greek vases, that the vase as well as the statuary figure had its origin in the human form.
On these early vases the head, hands, and other members are figured, and the body of the vase is only an exaggerated human trunk.
Assyrian.—In the contemporary empires of Assyria and Babylon pottery was also in use at an early period. Sun-dried and kiln-dried bricks were made about 2000 B.C., and like Egyptian bricks these were stamped with the names and titles of the reigning monarchs, and the locality for which they were destined. Glazed bricks of various colours, occasionally enriched with figures of men and animals, were introduced into constructions, and Semiramis is said to have adorned with them the walls of Babylon. In these bricks we have the earliest example of the employment of materials for colouring like those now in use. The glaze, however, is siliceous. Glazed polychromatic bricks were also used in the construction of the walls of the palace of King Darius, the contemporary of the prophet Daniel, at Susa (scriptural Shushan). These bricks were moulded so as to build together into regular geometrical patterns, colossal figures of men, &c. in high relief. The objects most remarkable for size are the large coffins found at Warka, supposed by some to be the 'Ur of the Chaldees.' The Assyrians and Babylonians used terra-cotta for historical and legal purposes, making cylinders, hexagonal prisms, tiles and tablets of it, on which were impressed extensive writings in the cuneiform character. Some of the most remarkable of these tablets contain an account of the campaign of Sennacherib against Judæa and the tributes of Hezekiah; others give a record of the flood, the creation, &c. See BABYLONIA.
Phœnician.—Contemporaneously the Hebrews and Phœnicians practised the art, but of purely Hebrew work few traces remain. Phœnician pottery, however, has been abundantly excavated in Cyprus, and may be taken as a type of the works of both peoples. It is principally of a cream colour and of a brick red body, ornamented in horizontal bands, with lines in umber and red, concentric circles, and other geometrical forms being the most common decoration. They also moulded rude figures of deities and of domestic animals, the latter having apparently been used as toys by children.
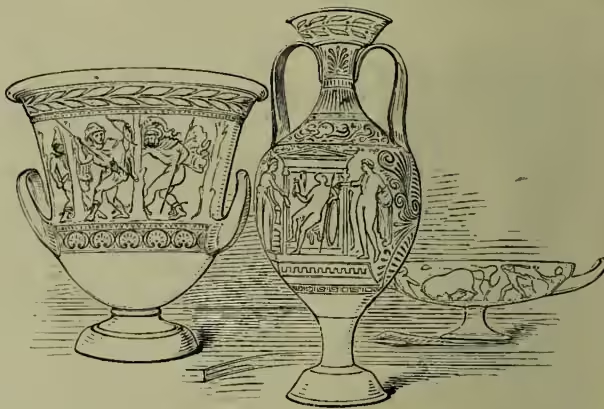
Greek.—The most remarkable pottery of antiquity was the Greek, which seems in its earliest development to have had a certain affinity with Phœnician products. The Greeks claimed the invention of the potter's wheel, and the principal cities contested the honour of the art, which is mentioned in Homer and attributed to Corebus of Athens, Hyperbius of Cœrinth, or Talos the nephew of Dædalus. The Greek vases which remain to this day, principally recovered from tombs in Greece and in the lands to which its commerce extended, show that within a few centuries the art rose from the rude condition like that shown in prehistoric pottery till it reached a perfection and variety of form and a grace and dignity of decoration not since attained by the efforts of any people. It was the triumph of pure art, for the material of which the body of Greek vases is fabricated is of the commonest type, and the colours the artists had at their disposal were few and simple. The archaic pottery of the Greeks down to about the 7th century B.C. was like the rude earthenware of prehistoric times. Their first improvement consisted in the application of a brown glaze to the surface of the ware, which enabled them to give force to the incised ornament, scratched through the glaze into the differently coloured body. Next the potters discovered black pigment which they could apply over the brown glaze, and thus increase their decorative resources by painting geometrical patterns in black. By degrees the purely geometrical forms of ornament were abandoned, and figures of animals, rising ultimately to the human figure, were painted in black silhouette on the vases, some of the details being touched with white and purple. In the case of the human figure faces and limbs began to be expressed in white and colour on the black figures painted on a red ground. Concurrently, the rough clay body of the vases began to be wholly or partially covered with an engobe or slip of clay of much finer quality and colour, the engobe being applied by dipping the moulded article into a vessel containing the slip. With these developments in material and decorative variety the forms of the vases and the skill of the artist draughtsman show steady and continuous development. Just as the best period in Greek art approached the favourite method of vase decoration underwent a total change. The decorative figures, deities and men, were traced on their red and white clay surfaces; but, instead of the figures being filled up in black, the surrounding space—the body of the vase itself—was blackened, giving a black varnished background with figures the colour of the underlying body. The details of these figures are indicated with fine lines. Sometimes the faces and limbs are filled up in white, and the draperies may be parti-coloured. At this stage Greek pottery reached its greatest loveliness of form and perfection of ornamentation, the drawing being supremely refined, delicate, and spirited. Among the most interesting of the Greek vases which remain to us are certain of the Panathenaic pottery of the Greeks down to about the 7th century B.C. was like the rude earthenware of prehistoric times. Their first improvement consisted in the application of a brown glaze to the surface of the ware, which enabled them to give force to the incised ornament, scratched through the glaze into the differently coloured body. Next the potters discovered black pigment which they could apply over the brown glaze, and thus increase their decorative resources by painting geometrical patterns in black. By degrees the purely geometrical forms of ornament were abandoned, and figures of animals, rising ultimately to the human figure, were painted in black silhouette on the vases, some of the details being touched with white and purple. In the case of the human figure faces and limbs began to be expressed in white and colour on the black figures painted on a red ground. Concurrently, the rough clay body of the vases began to be wholly or partially covered with an engobe or slip of clay of much finer quality and colour, the engobe being applied by dipping the moulded article into a vessel containing the slip. With these developments in material and decorative variety the forms of the vases and the skill of the artist draughtsman show steady and continuous development. Just as the best period in Greek art approached the favourite method of vase decoration underwent a total change. The decorative figures, deities and men, were traced on their red and white clay surfaces; but, instead of the figures being filled up in black, the surrounding space—the body of the vase itself—was blackened, giving a black varnished background with figures the colour of the underlying body. The details of these figures are indicated with fine lines. Sometimes the faces and limbs are filled up in white, and the draperies may be parti-coloured. At this stage Greek pottery reached its greatest loveliness of form and perfection of ornamentation, the drawing being supremely refined, delicate, and spirited. Among the most interesting of the Greek vases which remain to us are certain of the Panathenaic amphora—prizes won at the public games in Athens—on one side of which was painted an archaic figure of Athena, and on the other any appropriate design with the inscription: ΤΩΝ ΑΘΕΝΕΩΝ ΑΘΛΩΝ. In most cases also they contain the name of the archon or chief-magistrate of the city for the year, in this way enabling us to find the precise date of the manufacture. Of these vases ten are in the British Museum, six of which bear the name of the archon, and the Louvre possesses three, which, from the archonic names they bear, can be referred to 323, 321, 313 B.C. respectively. At this period the decadence of Greek art had already set in. The drawing degenerated speedily, figures were multiplied and crowded in confusion, ornament became florid and superabundant, and the proportions of the vases became exaggerated and bad. Subjects themselves were no longer lofty and heroic, but connected with incidents of everyday life, with burlesque drama, and with jugglery.
In the history of Greek art no subject has excited more widespread interest within recent years than the terra-cotta figurines or statnette figures and groups found principally in tombs and about temples of the later period. From 1873 downward a great number of such figures were excavated from tombs at Tanagra in Boeotia; subsequently a very important find was made at Myrina on the coast of Asia Minor, opposite the island of Mitylene, and at Tarentum, Corinth, the Crimea, Cyprus, the Cyrenaica on the African coast, and in other localities quantities of such figurines have been obtained. The Tanagrine figurines were found in tombs which contained no painted vases; but some glass vessels, lamps, and inferior black pottery were associated with them, indicating that the statuettes belong probably to near the Christian era. The terra-cotta of the Asian coast comes down to a period as late as the time of Septimius Severus. The objects from the Tanagra tombs consist principally of single figures and groups of draped females and young girls; subjects drawn from the everyday life of the people, treated with true Attic grace and simplicity, and with marvellous sculpturesque feeling. In the Myrina series, which obviously have a different inspiration, deities and heroes of mythology form the most important element—Aphrodite and Bacchus, Silenus, satyrs, and menads frequently recurring. The figurines are mostly polychromatic, sober, earthy colours, not fired in, having been used to tint them; but in some the colours are true enamel pigments. Miniature reproductions of known statuary figures and groups also occur among these exquisite works in terra-cotta.
Etruscan.—From the fact that much Greek pottery has been found in Etruscan tombs, this ware came to be popularly known as Etruscan pottery. True Etruscan pottery, however, was rarely painted. The most characteristic ware of that people, with a body black throughout, had on its surface moulded ornaments, the shape and ornamentation showing that it was modelled on oriental metal-work. This black Etruscan ware, which was in use from 500 to 320 B.C., was the source from which subsequently arose the Aretine and so-called Samian ware of Rome.
Roman.—The only important development made in pottery under Roman rule was this Aretine or

Samian ware. It is evidently imitated in its decoration from works in metal, in all probability from the chased cups of silver and gold which began to come into use in Italy, and was a continuation of the later moulded wares of Greece and Italy. The Samian ware of the Romans, so called from having originated in the island of Samos, was of a bright red colour throughout, but covered with a lustrous siliceous glaze. The red colour nearly resembles in appearance and texture a coarse sealing-wax; the paste is often remarkably fine. The vases, generally of small dimension, were turned on the lathe; the ornaments were moulded separately, and attached to the vase; patterns were produced by the repetition of the same mould, or by placing the bas-reliefs from various moulds on the vases. This kind of pottery was first made by the Romans at Arezzo, but subsequently, or nearly simultaneously, was produced at Capua and Cumæ in the 1st century. It afterwards extended over all the Roman world, and was made in Gaul and Germany. While under the republic it was at first extremely fine, the manufacture deteriorated under the last of the twelve Caesars, and the ware is no longer found under the Antonines. The names of several hundred potters are found stamped upon existing specimens of this ware, some of them evidently of Gaulish origin. It was extensively imported into Britain and other remote provinces of the empire. In Britain the Roman conquerors established the manufacture of pottery in many localities, making use of the native clays. The ware was generally of inferior quality, but that of some places is sufficiently distinctive; and the discovery of kilns and fragments enables us to associate certain localities with distinct classes of pottery. Thus, a black ware was made at Castor in Northamptonshire, which was ornamented with reliefs laid on by depositing a fluid clay on the wet body, and moulding it with a tool. Characteristic ware was also made under Roman influence at Upchurch in Kent, and near Crockhill in the New Forest, Hampshire.
Rhodian and Hispano-Moresque.—The knowledge of glazes originally acquired by the Egyptians and Assyrians was continued and transmitted to the Persians, Arabs, and Moors; and through oriental influence it came to be a European possession in mediæval times. Under the Knights of St
John of Jerusalem, Persian potters were set to work in the island of Rhodes about the beginning of the 14th century. For about 100 years thereafter a large amount of a brilliant enamelled pottery was made, and sent out through the Mediterranean basin from that island. The pottery was distinctly Persian in form, colour, and ornamentation, and under the name of Rhodian ware existing specimens of it are greatly treasured. About the same time there was planted, under Moorish influence, on the Spanish peninsula and in the Balearic Isles the manufacture of the famous Hispano-Moresque enamelled faience, which is specially remarkable for the brilliant metallic lustre of its glaze.
The industry continued to flourish till the final expulsion of the Moors from Spain early in the 17th century, after which it rapidly fell away. From the island of Minorca especially a vast trade in this ware was carried on; and the name 'Majolica,' given by the Italians to their own more famous enamelled pottery, is an indication of the predominant importance of the ware sent out from Majorca in the middle ages.
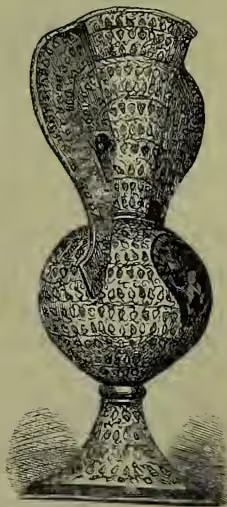
Hispano-Moresque Vase.

Italy.—There can be no doubt that the production of brilliant enamelled pottery simultaneously in the East and the West—in Persia, Damascus, and Rhodes on the one side, and in the Spanish peninsula on the other, exercised a powerful influence on the origin and progress of the same art in Italy. But there, under the contemporaneous renaissance of art generally, the decoration of the pottery assumed a distinctively European character, and it attained a much greater freedom, wealth, and variety of decorative resource than was reached by any of its predecessors. The use of the fine white enamel glaze yielded by tin is in Italy first associated with the name of Luca della Robbia (1400–81), the great sculptor, who employed it in coating his terra-cotta relief figures and groups, works which are now among the most prized treasures of art. From his time onwards the application of this tin enamel to earthenware became common in Italy, and it is to such pottery that the name Majolica properly belongs. One of the most famous of the many artists who produced this ware was Giorgio Andreoli, commonly known as Maestro Giorgio, who worked at Gubbio during the first half of the 16th century. His pieces, Gubbio ware, are distinguished by a remarkable iridescence, flashing ruby, golden, and opaline tints of marvellous brilliancy with every variation of light. Among the most famous centres of Majolica production in Italy besides Gubbio were Pesaro, Urbino, Castel Durante, Diruta, Faenza, Forlì, and Venice. The artistic value of the products declined with the waning of art in Italy in the 17th century.


France.—From Italy the art of making enamelled faience passed with Catharine de' Medici into France, and the manufacture was established on Italian models in Nevers about 1590, and there it flourished till the end of the 17th century. But previous to that time the celebrated Bernard Palissy in 1555, after unheard-of exertions, had independently discovered an enamel glaze, which he applied to his characteristic rustic dishes, embellished with exquisitely moulded figures, in high relief, of fishes, reptiles, fruits, and other figures. But while Palissy was pursuing his investigations there was being produced in France a limited number of specimens of a ware which has become much more famous than the works of any other pottery, ancient or modern. During the last fifty years only attention has been prominently drawn to a few examples of pottery, very distinc- tive in form, exceedingly rich in decorative treatment, and highly original in the method by which it had been elaborated. At first it was known as Henri Deux ware, from many of the pieces containing the cypher and emblems of Henry II. and of Diana of Poitiers. Subsequently, owing to the acceptance of a false theory of its origin, it was designated Oirin ware; but, after much investigation and many suggestions, it has been discovered that the pieces were made at St Porchaire (Deux-Sèvres) between 1525 and 1555. Henri Deux ware consists entirely of decorative pieces treated in an architectural manner, the body of the ware being a creamy pipeclay, with inlaid ornamentation in colour, and beautifully modelled masks, trusses, &c., and a transparent glaze. Only sixty-five pieces are known, and when any now change hands it is at an enormous price. In the Hamilton sale (1882) a small cup 4 inches high brought £1218, and a salt-cellar 4 inches high was sold for £840. At the Fountain sale (1884) a candlestick 12½ inches high was disposed of for no less than £3675.
Holland and Germany.—The celebrated enamelled faience of Holland owes its origin to the attempts of the Dutch to imitate the oriental porcelain with which they were made familiar by their eastern trade and connections. The manufacture dates only from the 17th century, and from the fact that it was principally centred at Delft fine pottery came to be known generally in Britain as Delft ware or 'Delft.' To imitate the fine lustrous white of the ordinary porcelain body tin-enamel glaze was employed by the Dutch potters, and their coloured decorations were in blue, and at first entirely oriental in character. Stoneware Bellarmines or Greybeards (q.v.), and the tall beer-jugs of the Germans, usually decorated with moulded ornaments, medallions and inscriptions, &c., although generally spoken of as Grès de Flandres, are really almost exclusively of German origin, and may be traced, according to their colour and quality, to the neighbourhood of Cologne, Coblenz, and to Kreussen in Bavaria, &c. Stoneware vessels of the same nature were also made in England early in the 18th century.
England.—Till the close of the 17th century the ware made in England was of a coarse, common description, and those who could afford the luxury obtained their pottery from the Dutch and other superior makers. The first step towards improvement was effected by John Dwight, M.A., who in 1671 obtained a patent for 'making stoneware, vulgarly called Cologne ware,' and by him the Fulham manufacture of stoneware was originated. A still more marked influence was produced on English pottery about the same time by the two brothers Elers, from Nuremberg, who settled at Burslem, and there produced a ware which they called red Japanese. To these potters we also owe the origin of the process of salt-glazing of stoneware. Finding their secrets were discovered by Astbury, they removed to Lambeth, where they established themselves in 1710. From this time onwards improvements were introduced in the Staffordshire potteries; but the great strides which for a time put English pottery in the foremost rank of the productions of the world were due to the great potter Josiah Wedgwood (1730-95, q.v.). In every department, in body or paste, in methods of decoration, and in the employment of artists of the highest ability, Wedgwood, with untiring application and with unstinted expenditure, aimed after perfection; and his efforts alone raised the manufacture of pottery in England to the position of an industry of national importance. Away from Staffordshire potteries of some importance existed at Lambeth, Bristol, Liverpool, Leeds, Lowestoft, and Swansea; but by degrees the manufacture drew more and more towards Staffordshire, where, in the towns collectively known as 'The Potteries,' embracing Stoke-on-Trent, Etruria, Hanley, Burslem, and some others, it now principally centres. Josiah Spode (1754-1827) made a famous kind of opaque porcelain or 'ironstone china.' English stoneware and pottery owe much to Sir Henry Doulton (q.v.) and his works at Lambeth, in the Potteries, and near Glasgow.
Peruvian.—In the New World the art of the potter showed an interesting development among the ancient Mexicans and Peruvians before the American continent became known to Europeans. No knowledge of glazes existed among these peoples, but, in the case of the Peruvians especially, a high degree of skill in working clay was developed; and they modelled and modified animal forms with great knowledge and spirit. Their most characteristic pottery was black, but they also made vessels of a fine, warm, yellowish body, formed on the potter's wheel, and having painted decorations analogous in style to those on archaic Greek vases.
Porcelain.—The substances with which we have dealt in this brief historical summary up to this point comprise only pottery, as contradistinguished from porcelain. The term porcelain is of Italian origin, derived from porcellana, the cowrie shell, owing to the similarity of the white glazed surface of the ware to the substance of that shell. Of porcelain there are two varieties, one being soft or artificial porcelain, the pâte tendre of the French, which may be looked on as a chemical compound, and which is wholly fusible at high temperature. The second variety, hard or kaolinic porcelain (the French pâte dure), is the true oriental porcelain, composed of two natural mineral substances alone, Kaolin (q.v.), an infusible white clay, and pe-tuntse, a mixture of felspar and quartz, fusible in its nature, the presence of which gives its semi-fused translucent appearance to the ware.
China.—It is to the Chinese that the world owes the manufacture of porcelain; and in strict chronological sequence, in antiquity of the industry, in skill and resource in working raw materials, and in richness and variety of the finished products the Chinese ought to have the first place. When the Greeks were making their terra-cotta vases the Chinese were manufacturing porcelain; they had mastered the secrets of that most difficult of all ceramic tasks 2000 years before it was accomplished by Europeans. According to their own records, pottery was made in the Chinese empire in the reign of their mythical Emperor Hwang-ti about 2690 B.C. Without assuming the historical accuracy of such a precise date, there is no doubt that true porcelain was made in China under the Han dynasty between 206 and 87 B.C. From that time onward the art developed and improved, and, subject to fluctuations caused by revolutionary troubles, the porcelain manufacture continued to flourish in China till recent times. The most famous centre of the industry was formerly King-te-chin in the province of Kiang-si, where it is known porcelain was made about 580 A.D. In this town alone there were early in the 18th century no fewer than 3000 porcelain furnaces; but the place was ruined by the Tai-ping insurrection. Chinese porcelain exhibits endless variety in form and painted decoration. The mythical dragon, the kylin or mythical lion, the spotted deer, domestic fowls and other birds are favourite subjects on Chinese ware. Of all Chinese porcelain that now most sought after is the old blue ware such as was at first copied and imitated by the Delft manufacturers. Crackle ware, in which the glaze shows signs of separation from the body, is a peculiarity of oriental manufacture. The Chinese appear to possess the secret of causing the cracks in the glaze to be large or minute at will. Ruby glazed ware (the Sang de beef of the French) and rich chromatic splashed glazes are also highly treasured in Chinese porcelain. The soft sea-green glazed ware known as Celadon glaze
is assumed to be the earliest form of Chinese porcelain, and genuine ancient pieces are highly valued.
Japan.—A knowledge of Chinese porcelain passed into Japan as early, it is said, as 27 B.C.; and it is known that a corporation of porcelain-makers was established in that country in 720 A.D. In the 13th century a Japanese potter went to China to improve himself in the art of porcelain-making, and after his return he carried on the manufacture in his native country with great success. It is, however, more in the manufacture of pottery than of porcelain that the Japanese exhibit pre-eminent skill. Their most famous manufacture consists of Satsuma ware, so called from having been established in the neighbourhood of Kyōto by the formerly powerful princes of Satsuma. It is of a pale yellowish colour, covered with minute cracks in the glaze, and very richly painted and lavishly gilt. The so-called Satsuma now manufactured is yellower in colour than genuine old pieces, and it is principally made at Awata near Kyōto. The Japanese potters generally display a remarkable power in moulding pottery and finishing its surface so as to imitate other substances, such as woods of various kinds, basket-work, &c. Among their most remarkable products as examples of delicate moulding is Banko ware, which consists of small teapots and other vessels of a brownish and grayish unglazed earthenware, extremely light and thin in body, and very much appreciated among the native population for tea-making. The Japanese excel in the manufacture of egg-shell porcelain, so called on account of the extreme thinness of the body. Among their other porcelain manufactures Kaga ware is the most outstanding, being characterised by painted ornaments in a rich ruby colour, which is generally lavishly gilt. The chrysanthemum is a favourite and frequent flower in their vases, the crane and other birds figure most effectively, and figures of warriors and ladies are frequently employed in the resourceful and varied ornamentation of Japanese ware. The principal centres of the pottery industry in Japan are in the province of Hizen, where at Arita is produced Inari ware; the province of Owari, whence comes Seto ware; Kaga, for ware of that name; and Mino and Kyōto.
Persia.—Chinese porcelain was known in Persia as early as the 12th century, a circumstance not to be wondered at, seeing that country was then and for centuries before the principal highway of commerce between the far East and Europe. Many evidences exist of the acquaintance of the Persians with the ceramic products of China; and at an early date pottery and a species of soft porcelain were made in Persia which both in form and decoration were modelled on Chinese originals. But Persia also had a manufacture of pottery and of enamelled tiles of an original and distinctive character, in which on a fine white enamelled glaze brilliant metallic lustres were employed in a most effective and original manner.
Porcelain in Europe.—In the 13th century the early European traveller, Marco Polo, visited the porcelain-factories of China. In 1487 Lorenzo de' Medici received from the sultan of Egypt a present of Chinese porcelain, and that is the first record we possess of the appearance of the ware in Europe. The Portuguese were the first to import porcelain direct from the East; and subsequently large quantities were brought by the Dutch and by the East India Companies of other nations. No sooner did the ware become known in Europe than strenuous efforts were put forth in many quarters to imitate it. A certain amount of porcelain is alleged to have been made in Venice about 1470; but the earliest European porcelain of which any examples exist is that which was made by Francis de' Medici II., Grand-duke of Tuscany, about 1580. The quantity made appears to have been small, and the attempts at the manufacture ceased with the death of the grand-duke in 1587. Nearly a century later the art was revived at Rouen and at Paris, but it was not till 1693 that a permanent and well-established industry was founded in France at St Cloud. Thereafter it was taken up in other French towns. At Vincennes it was begun in 1745; in 1753 Louis XV. became a partner in that concern. In 1756 the works were transferred to Sèvres, and in 1760 that establishment became entirely national property; and so it has continued amid all fluctuations of government to the present day. Hard porcelain was first made at Sèvres in 1764; but the fame of that establishment rests on its soft porcelain, in which body, glaze, and enamel colours blend together into a singularly smooth and lustrous whole.
But in Europe it was in Germany that the secret of making hard or kaolinic porcelain was first discovered. After years of labour and innumerable trials, which resulted only in the production of a kind of opaque glass or stoneware,
Böttger (q.v.), an alchemist who had entered the service of Frederic Augustus II. of Saxony, succeeded in 1709 in making a white hard porcelain at Meissen, near Dresden. The china-clay and china-stone he employed had previously been discovered by Schmor at Aue. Extraordinary precautions were taken to prevent the process of the manufacture from being revealed; but, notwithstanding the oaths imposed on the workmen and the other means employed for their supervision, the secret was betrayed by one Störfzel, who fled to Vienna, and there the imperial factory which continues to this day was established in 1718. Subsequently factories under national protection were established at Höchst in 1740, at St Petersburg in 1744, at Berlin in 1750, and at Ludwigsburg in 1758. Works at which soft porcelain was principally made were established at Doccia near Florence in 1735, at Capo di Monte near Naples in 1736, and at Buen Retiro in Spain in 1759; and the products of all these manufactories have attained considerable reputation.
In Great Britain manufacturers have at all times devoted themselves principally to the making of a variety of soft porcelain. The works at Chelsea, Bow, and Derby were established about 1745, and in 1751 the manufacture began at Worcester, where it still continues. Hard porcelain-making was begun by Cookworthy at Plymouth in 1768, after he had discovered china-clay in Cornwall. But his works continued only for about three years. Cookworthy's patent rights were then transferred to Richard Champion, who continued the manufacture at Bristol till 1781. In Staffordshire porcelain was first made at Longton Hall near Newcastle in 1752, but it was not till about the close of the 18th century that Staffordshire porcelain became artistically and technically fine in the hands of Thomas Minton, who founded the famous works of Minton & Company, and of Josiah Spode, whose undertaking continues under the firm of Copeland & Company.

Dresden Candelabrum.
In the later part of the 18th century valuable porcelain was also made at Lowestoft, Coalport, Nantgarw, Swansea, and some other centres. The manufacture of Parian or statuary porcelain, which is an unglazed modification of English soft porcelain, was introduced by Copeland and Minton about 1848.
It is a common practice to place on pottery and porcelain distinctive marks, either painted on or stamped into the bottom of the article. These indicate either the manufactory in which the pieces were made, or the workman, and sometimes the decorator, employed on them; and in the case of Chinese and Japanese ware the marks give the dynasty or date of execution. It is only in the case of Sèvres porcelain that the habit of marking a date by letters of the alphabet was practised. In
Chinese porcelain date-marks are found indicating that the piece was made as far back as the 10th century; but there is reason to believe that many of these early marks are forged, and at most are only copies of more ancient examples which have now ceased to exist. On some pieces of early majolica the date, place, and name of the artist are given. The great European manufactures have generally marks which indicate the place of making only; but there are other means of arriving approximately at the date. The illustrations (fig. 25) show the marks employed at various important English works; but many of the manufacturers imprinted or impressed their names in full. In connection with these marks and names it should be borne in mind that it is easier to forge marks and names than it is to produce works equal to the originals
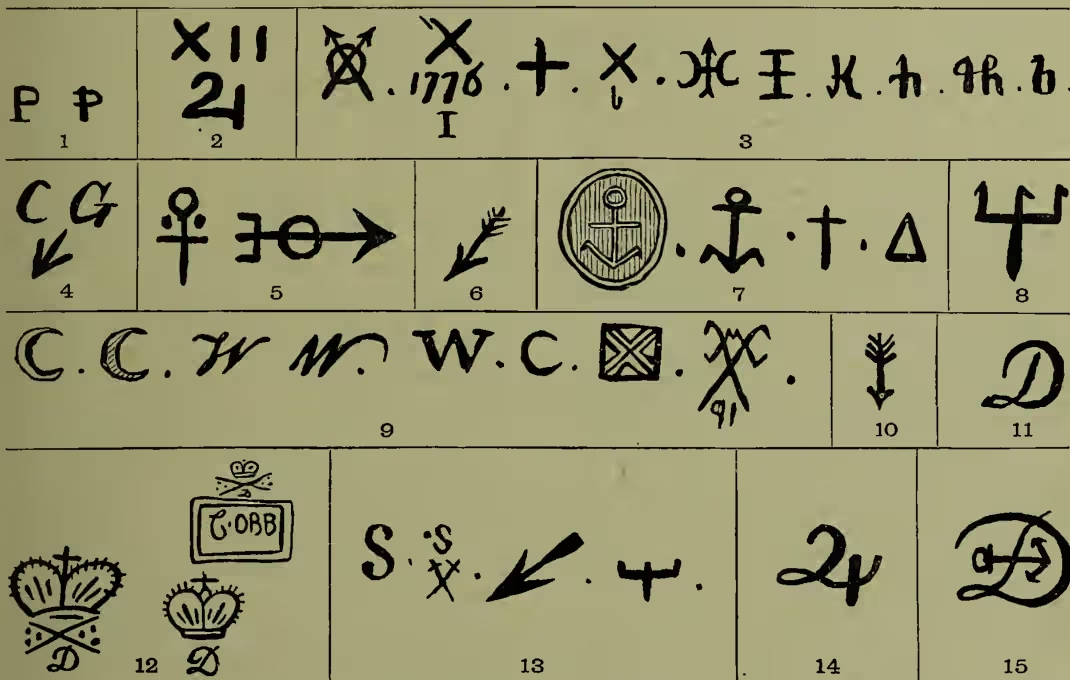
(1) Pennington, Liverpool, 1760-80; (2) Plymouth, about 1760; (3) Richard Champion, Bristol, 1772-90; (4) Charles Green, Leeds, 1790; (5) Bow, 1730-90; (6) Absolon, Yarmouth, about 1790; (7) Chelsea, 1730-84; (8) Swansea, Wales, 1790; (9) Worcester, 1760-80; (10) Yarmouth, about 1790; (11) Derby, 1751-69; (12) Crown, Derby, 1780-1830; (13) Shropshire, 1772-99; (14) Cookworthy, Plymouth, 1760; (15) Derby-Chelsea, 1770. imitated, the excellence and value of which causes such forgeries to be put in circulation. There is a vast quantity of forged porcelain in existence, and, specially, imitations of the fine old soft porcelain of Sèvres and of other famous fabriques are very abundant.
The literature of pottery and porcelain is exceedingly voluminous. Among standard works of general interest may be mentioned Brongnart, Traité des Arts Céramiques (3d ed. 1877); Maryat, History of Pottery and Porcelain (2d ed. 1864); Jacquemart, Histoire de la Céramique (1873; Eng. trans. by Mrs Palliser, Lond. 1873); Garnier, Histoire de la Céramique (Tours, 1882); Davillier, Les Origines de la Porcelaine en Europe (1883); South Kensington Museum Art Handbooks; Birch, Ancient Pottery (new ed. 1873); Rayet and Collignon, Histoire de la Céramique Grecque (1888); Jewitt, Ceramic Art of Great Britain (new ed. 1883); Solon, The Art of the Old English Potter (2d ed. 1885); Meteyard, Wedgwood and his Works (1873); Audsley and Bowes, Keramic Art of Japan (1881); Garnier, La Porcelaine Tendre de Sèvres (1889 et seq.; English trans. nearly simultaneously); Bowes, Japanese Pottery (1890); Darcel and Delange, Recueil de Faïences Italiennes (1867). For marks and monograms: Chaffers, Marks and Mono- grams on Pottery and Porcelain (7th ed. 1886), his smaller Collector's Handbook (new ed. 1890); Palliser, The China Collector's Pocket Companion (1874); Graesse, Guide de l'Amateur de Porcelaine et des Poteries (4th ed. Dresden, 1873).