Steel. The discovery of a material which is capable of cutting and otherwise shaping nearly every other substance known to man, and which can be so modified in hardness as to be able also to easily cut and otherwise shape itself, was of sufficient importance to make a distinct epoch in the progress of the human race. Such a material is steel, which may be made nearly as hard as the diamond, or so soft that it can be cut, bent, or hammered into any shape, rolled into sheets, or drawn into wire even of hair-like thinness. It is composed of iron and carbon, but is not a true chemical compound of these substances. True chemical compounds have fixed and definite proportions of the elements composing them, but steel varies in all proportions from per cent. of carbon to per cent. The more carbon the greater becomes the hardness of the steel, until a limit is reached owing to the brittleness which accompanies the hardness. The fusibility of steel increases with the amount of carbon. Ordinary steel contains a little silicon, manganese, sulphur, phosphorus, &c., but these are merely impurities. The removal of these, or their reduction to the smallest possible quantity, is very desirable, as upon such removal the quality of steel mainly depends. These impurities are derived partly from the iron ores and partly from the fuel used in smelting them. When a pure ore, such as the magnetic oxide of iron, and a nearly pure carbon, such as wood-charcoal, are used, the manufacture of steel of fine quality is very simple and easy. With such materials steel is made quite as easily as iron, the carbon of the fuel readily combining with the iron as it becomes reduced from the ore. The ancient iron-makers obtained their steel in this way, and the ironmasters of the East, who still work in the primitive manner with small furnaces and much labour, do the same, but they are not able to accurately regulate the quantity of carbon in the steel and its consequent hardness.
Owing to the scarcity of these pure iron ores and the high cost of charcoal, they are but little used by the modern steel-maker, who adopts a very roundabout process, the true reasons for which have been much misunderstood. He first makes an impure steel (pig-iron or cast-iron) containing 3 or 4 per cent. of carbon, then he reduces this quantity to about per cent. or less in making malleable or wrought iron by puddling (see IRON), and afterwards by another expensive process restores about half as much carbon as he has taken away. Steel has been defined by high scientific authority as 'iron carbonised in degrees intermediate between malleable and cast iron,' a description that has led to a multitude of futile and costly attempts to produce steel by mixing cast and wrought iron together, and other similar devices for simply diminishing the proportion of carbon. Such devices would be successful if cast-iron were a compound or mixture of iron and carbon only; but ordinary cast-iron contains silicon, sulphur, and phosphorus in quantities that are ruinous to steel.
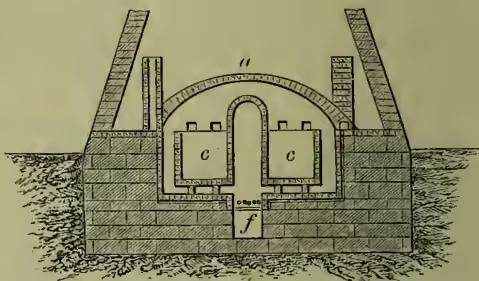
The modern maker of the best steel therefore uses the best puddled iron, preferably Swedish charcoal iron. He has it rolled into bars, usually 3 inches wide and inch thick, and 10 to 15 feet long, and submits these to a process which has received the name of cementing. The cementing-furnace is a circular brick structure terminating upwards in a wide truncated conical chimney of somewhat dome-like appearance, a familiar feature in the gloomy landscape of Sheffield. Fig. 1 shows it in section with the upper part of the chimney cut off: f is the ashlit with the bars of the fireplace seen endwise above; c, c are two 'chests,' or converting pots, shown in section. These are made of firebrick or firestone, and supported over the fire, with flues so arranged that the flame and smoke shall pass up the arched space between them, and below and around their outer sides, so as to heat them all round as equally as possible. The smoke and lurid smoky flame after traversing these flues rise into the arch, a, which is thus heated and consequently radiates downwards to the upper side of the chests.
The chests, 15 to 18 feet long and to 3 feet deep and same width, are charged by first spreading over the bottom a layer of coarsely-ground charcoal (from hard wood preferred) about 2 inches deep. Upon this is placed a layer of bars with a space of to inch between each. Over these bars and into the spaces between them is sifted another layer of charcoal to about an inch deep above the bars; then another layer of bars, and another of charcoal, and so on, up to within 6 inches from the top. Then old 'cement powder'—i.e. charcoal already used, and grinders' waste—is moistened and plastered over this, and the whole covered with clay or moistened sand to exclude the air. All is now closed in excepting the ends of some extra long 'tasting bars,' which are allowed to protrude from the 'tasting' or testing holes. A glowing red heat is maintained for eight or ten days, when a tasting-bar is withdrawn to ascertain whether the carbon has penetrated sufficiently. When this is the case the furnace is allowed to cool slowly during another week or thereabouts. When the bars are withdrawn they are found to be coated with a sort of dark skin which is raised in blisters over a large part of their surface. It is by the appearance of these and by fracture that the quantity of carbon taken in and the depth of its penetration is ascertained. This transfusion or penetration of solid carbon into solid iron is a mystery, the theory of which has been much discussed, too much so for exposition here. An important practical fact is, however, connected with it—viz. that the distribution of the carbon is very unequal. Its quantity is greatest on the surface, and gradually decreases towards the interior. Therefore the steel in this state, 'blister steel,' is of little value on account of its irregularity of composition and consequent irregularity of hardness, &c. To remedy this the outsides and insides of the bars have to be stirred up and mixed together so as to give uniformity of composition to the whole.
The most obvious mode of doing this is to melt the whole and stir the fluid. This is done in making the very best quality of steel—'cast-steel' or 'pot-steel,' as it is called in Sheffield. The bars are cut into small pieces, melted in crucibles, and then poured from these into ingot moulds. Oxide of manganese and ferrocyanide of potassium are added in small quantities to the melted metal in the crucibles. The theory of the action of these additions has been much debated, and its discussion would occupy too much space for this article. The consumption of fuel, the labour, and the destruction of crucibles renders this melting an expensive process and the result correspondingly dear. A cheaper mode of mixing is adopted in the production of what is called 'shear-steel.' The blistered bars are cut or 'sheared' into short lengths; these are bound together into bundles or 'faggots,' raised to a welding heat—i.e. heated until they become sufficiently soft to be plastic, then placed under a then rolled out into a long bar which is resheared into small pieces to form another faggot to be similarly treated. The reshearing, &c., may be repeated as often as demanded, and thus we have 'single shear,' 'double shear,' &c. None of these are so homogeneous as crucible steel, and they are therefore inferior in this respect.
A very important development of the manufacture of steel has followed the introduction of the 'Bessemer process,' by means of which a low carbon or mild cast-steel of inferior quality can be produced at about one-tenth of the cost of crucible steel. It is used for rails, for the tires of the wheels of railway carriages, for ship-plates, boiler-plates, for shafting, and a multitude of constructional and other purposes to which only wrought-iron was formerly applied, besides many for which no metal at all was used.
This process was originally based on the theory—then generally accepted—that steel is 'iron carbonised in degrees intermediate between malleable and cast iron;' and, as carbon is readily oxidised at a high temperature and thus converted into gaseous compounds, nothing further was supposed to be necessary for the conversion of cast-iron into steel than to blow through the melted cast or pig iron a sufficient quantity of air to burn out the redundant carbon and leave behind the proportion required for the production of steel. A large number of patents were secured, including various devices for doing this, and all failed. A sort of steel was produced, but it was unworkable. When hammered, either hot or cold, it either crumbled to pieces or split at its edges when flattened down. The sources of failure were twofold. The first was that ordinary pig or cast iron contains other impurities than carbon, notably silicon, sulphur, and phosphorus. The carbon was readily removed by oxidation, and gradually, as demanded by the theory; the silicon was also oxidised even more readily than the carbon, but the sulphur and phosphorus remained obstinately, even after nearly all the carbon was oxidised and the iron itself began to burn. The other difficulty was that of regulating the quantity of carbon, by stopping when the required quantity was removed by oxidation. This difficulty was overcome by Mr Robert Mushet, who used a compound of iron and much carbon of known composition (spiegeleisen), and added this in the quantity necessary to give to the whole the proportion of carbon required. Thus, if the spiegeleisen contained 5 per cent. of carbon, and 1 per cent. was required in the steel to be produced, spiegeleisen was added to the decarburetted iron in the proportion of 1 to 4.
After considerable struggles the first difficulty was partially overcome by using only special kinds of pig-iron, those made from hematite ores which contain very little phosphorus. Mr Mushet's 'triple compound,' the spiegeleisen, also assisted here, as it contains a considerable amount of manganese, which exerts a purifying influence on steel. The rationale of this purification has been much debated; the experiments of the writer indicate that manganese acts by removing the last vestiges of silicon and particles of oxide of iron in the Bessemer converter. Its practical usefulness, however, is unquestionable. But the Bessemer steel even thus produced is far inferior to the crucible steel or shear-steel. There is still sufficient phosphorus in it to render it unfit for making tools with acute edges, or for files, saws, &c. If highly carburetted its hardness is accompanied with brittleness that causes cutting-tools to notch, and toothed-tools, like saws and files, to strip. Phosphorus gives hardness of a glassy character.
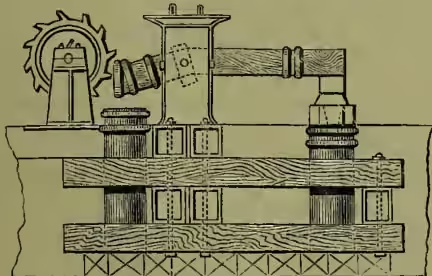
The Bessemer 'Converter' is shown diagrammatically in section in fig. 3. It is a strong iron vessel lined with refractory material. The bottom 'tilt hammer,' shown in fig. 2. The tail of this hammer is struck by the cams of the revolving wheel, whereby the head is lifted, and falls again before the next cam comes into action. In this manner the faggot receives 300 to 400 heavy blows per minute, the rapidity of percussion fully maintaining the heat of the faggot, while its constituent pieces are welded into one coherent mass. This is which is removable for renewal, is fitted with fire-clay cylinders, cd, cd, cd, cd, and each cylinder is perforated with several holes to inch in diameter. It is thus riddled with sixty to a hundred holes, according to its size. These perforations communicate by means of an air-chamber, c, c, c, c, with a powerful blowing-machine. The whole converter is mounted on an axis, i, and may be thereby turned as required.
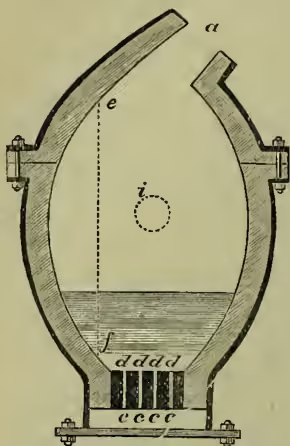
The lining is first made red-hot by burning coal within. When thus prepared ready for charging, the converter is turned on the axis, i, so that the line, ef, shall be horizontal. Molten pig-iron is then poured in at the mouth, a, and thus it forms a pool lying in the belly of the converter below the line, ef. The blast is now turned on, and the converter turned over to the position shown in the diagram, the melted metal standing over the hundred open holes. It cannot, however, run down these, as the blast of air rushes upwards with much greater force than that of the downward gravitation of the metal. The streams of air tear through the molten metal, and a huge flame roars furiously from the mouth of the converter. With this flame brilliant cascades of coruscating sparks are belched forth at irregular intervals, and the dazzling spray as it dashes against the wall of the flame-shaft rebounds with redoubled splendour. The blast still roars on monotonously, and the flame steadily increases in size and brilliancy, attaining its maximum at about the end of ten minutes. It continues thus for five or ten minutes longer, then the flame contracts. This indicates that the carbon is becoming exhausted, and that the iron, no longer protected by it, is beginning to burn. The converter is now turned to the position in which it was charged, and then the melted spiegeleisen is poured into it. A violent ebullition occurs immediately this mixes with the metal that has been blown, and a great waving blue flame of burning carbonic oxide silently pours out of the mouth of the converter.
Why this violent agitation, and whence comes this great outpouring of gas? The writer studied these questions experimentally when the Bessemer process was young, and found that the carbon is not all burned out, as was then supposed. There remained from per cent. to per cent. according to the prolongation of the blowing, and besides this there was a considerable quantity of black particles of oxide of iron in the blown metal before the spiegeleisen was added, but after this addition they disappeared. These facts answer the questions. The carbon of the spiegeleisen reduces the black oxide by combining with its oxygen, and this combination with oxygen produces the carbonic oxide. The manganese assists, for much of it disappears from the metallic product, and is found in the liquid cinder (or 'slag') combined with oxygen and silica. The blown metal, before the addition of the spiegeleisen, is 'rotten'; it breaks under the hammer whether hot or cold. If overblown it crumbles like slagstone.
One of the most remarkable phenomena of the Bessemer process is the intense heat to which the metal is subjected. It far exceeds that obtained in any other melting furnace. At first glance this may appear strange, as nothing but cold air is applied to the melted metal. But this metal is pig-iron containing silicon and carbon. Both of these are effective fuels when heated and supplied with oxygen. The manganese adds a little. In an ordinary charge of six tons of average material these fuel substances amount to about 8 cwt. They are all burned in the course of about twenty minutes, not outside a melting-pot, but within or amidst the melted metal itself; and thus the heat of this extraordinary amount of combustion in so small a space is rendered exceptionally effective. After the spiegeleisen is all added and well admixed by the agitation it produces, the liquid steel is poured into ingot moulds of suitable sizes according to its purpose, and these are wrought by hammering, rolling, &c. as required.
Owing to the phosphorus contained in ordinary Bessemer steel, it will rarely bear as much as 1 per cent. of carbon without becoming worthlessly brittle, and therefore only mild or low carbon steel is made from it for purposes already stated. Messrs Thomas and Gilchrist have succeeded in removing the most of this residual phosphorus by lining the converter with a basic material, a refractory substance in which lime and magnesia preponderate. These bases eagerly combine with phosphoric acid at high temperatures, and by their predisposing affinities assist the phosphorus in combining with the oxygen of the blast to become the phosphoric acid which they demand. The phosphates of lime and magnesia thus obtained are valuable manures. The practical value of the basic process depends mainly on its rendering impure pig-iron available.
The 'Siemens-Martin process' is now competing very effectively with the Bessemer process. It consists essentially in first obtaining a bath of melted pig-iron of high quality, and then adding to this pieces of wrought-iron scrap or Bessemer scrap, such as crop ends of rails, shearings of plates, &c. These, though practically infusible in large quantities by themselves, become dissolved or fused in such a bath if added gradually. To the bath of molten metal thus obtained spiegeleisen or ferro-manganese is added to supply the required carbon and to otherwise act as already described in the Bessemer converter. The result is tested by small ladle samples, and when it is of the desired quality a portion is run off, leaving sufficient bath for the continuation of the process.
It is evident that here a high degree of purity is attainable by selection of the scrap, which may be of high quality wrought-iron from which the impurities have been removed by puddling. Very fine samples of 'homogeneous metal' have thus been obtained, resembling wrought-iron in softness and toughness, with some degree of the high tenacity of cast-steel. Where qualities like those of ordinary Bessemer metal are required, this process supplies an economical method of melting up and utilising such materials as old Bessemer rails, &c.
Tempering.—The special property upon which the great value of steel depends is that of being capable of acquiring various degrees of hardness. These are obtained by what is commonly called 'tempering,' which really includes two processes—(1) hardening and (2) tempering properly so called. If a piece of steel containing per cent. of carbon and upwards is made red-hot and then suddenly plunged into cold water, or otherwise rapidly cooled, it becomes hardened in proportion to the quantity of carbon it contains. In this condition it is of very little use, as it becomes brittle in proportion to its hardness; but this brittleness and extreme hardness may be tempered by reheating in various degrees according to the degree of hardness required. This is the tempering process properly so called.
The workman has discovered a simple and elegant means of determining the temperature attained in this reheating. A film of oxide is formed, and as this thickens its colour changes as shown in the table below. Another method of fixing the temperature is by immersing the tool in a bath of fusible metal or alloy just at its melting-point, which melting-point varies with the composition of the alloy. A third is to smear the surface with tallow and watch the result. The following table shows these results, the temperature at which they occur, and the alloys that may be used.
| Colour. | Temperature. | Alloy. | Effect on Tallow. |
|---|---|---|---|
| 1. Pale straw.... | 420° F. | 7 lead 4 tin | Vaporises. |
| 2. Straw ..... | 450° | 8 " 4 " | Smokes. |
| 3. Straw yellow... | 480° | 8½ " 4 " | More smoke. |
| 4. Nut brown.... | 500° | 14 " 4 " | Dense smoke. |
| 5. Purple ..... | 530° | 19 " 4 " | Black smoke. |
| 6. Bright blue... | 580° | 48 " 4 " | Flashes if light is applied. |
| 7. Deep blue .... | 590° | 50 " 2 " | Continuous burning. |
| 8. Blackish blue . | 640° | { All lead or boiling lin- seed-oil. } All burns away. |
|
Long exposure to the temperatures named has an effect similar to that of a higher temperature. The usual practice is to plunge the article into cold water immediately the required temperature is reached, and the above table is based on this practice. Varying temperatures, or degrees of softening or 'letting down,' are demanded according to the purposes for which the tool is used. No. 1—pale straw—is the temper for tools used in cutting iron and steel, for lancets and some other surgical instruments. Nos. 2 and 3 for tools used in cutting brass. No. 3 for penknives and tools of this class. No. 4 for scissors, stone-masons' chisels, and the strongest tools used for cutting hard wood. No. 5 for table-knives, clasp-knives, and ordinary edged tools for cutting soft wood. No. 6 for swords, bayonets, axes, &c. No. 7 for watch-springs, needles, fine saws, and other tools where elasticity is demanded. This is called 'spring-temper.' No. 8 for common wood-saws, and other tools used for soft material. Steel is softened by heating to redness and cooling very slowly (see ANNEALING). See The Chemistry of Iron and Steel Making, by the present writer (1890).