Wool. From the earliest historic times wool has been used in the construction of yarns or threads, which by the process of weaving—i.e. the act of interlacing two series of yarns crossing each other at right angles—have been converted into textiles possessing clothing properties. With the progress of civilisation and the development of the beaux arts wool became the staple material of many of the costly and elaborately-ornamented textures produced conjointly by the weaver and the embroiderer for embellishing the temples of the gods and the palaces of royalty. The collections of Egyptian and Persian fabrics in the Musée d'Art et d'Industrie at Lyons and in the British Museum, dating back to the 4th century of the Christian era, contain various woven specimens of decorative and other textiles, in which wool is the principal fibre, and whose individual threads are spun to such a degree of fineness or extenuation as to bespeak considerable skill in the manipulation of this material. According to Herodotus the tunics of the Babylonians were composed of woollen yarns; Homer refers to Thrace as 'the mother of flocks,' and Plato mentions the working of wool by the crossing of threads, thereby producing a tissue. As to the Romans there are many facts extant which indicate that they understood the whole art of wool manufacture as manually performed. In the ruins of Pompeii there is a complete plant of scouring, fulling, and pressing apparatus, and though it is of an extremely primitive character, still it shows that centuries ago these sections of cloth manufacture formed a specific art, and also that the felting property of wool, which distinguishes it from all other fibres, whether of an animal or of a vegetable character, was then taken advantage of in the construction of 'wool' as distinct from linen and cotton fabrics. During the period that Britain was a colony of Rome a woollen factory was established at Winchester. Although it is highly probable that the ancient Britons before the invasion of the Romans were familiar in a rude fashion with the handicrafts of spinning and weaving (it is recorded that Boadicea wore a tunic checked with a variety of colours, presumably of British manufacture), yet this Roman factory must have been instrumental in placing the weaver's art on a more efficient basis than hitherto.
Not only were the ancients acquainted with the scheme of manufacturing fabrics by weaving threads together composed of wool, but they also made, by pounding the fleece of filaments in a damp condition, a species of felt. Pliny accredits the Gauls with carrying on this kind of wool manufacture, stating that they produced a cloth without spinning or weaving. This must have been obtained by submitting the wool to similar chemical and mechanical conditions as are attained in the manufacture of felts for hats, carpets, and shoes in modern times; for the felting or fulling of wool (see below) can only be acquired by adopting a certain routine as to moisture, pressure, and temperature. It seems probable that succeeding the use of the skin of the sheep as a covering or wrap would be this type of cloth, for it is far more easily produced than the more complex texture yielded by the loom. In its construction only one process, and that an extremely simple one to perform, is necessary, whereas to make a woven fabric the wool has to be carded, spun, prepared for weaving by warping, beaming, healding, and sleying, and, lastly, formed into a texture by interlacing shoot after shoot of weft with a limited number of threads of warp. But it may be supposed that the readiness with which wool can be made to assume a weavable thread would at an early period in the history of woven manufacture suggest it to the ingenious craftsman as suitable material for textile purposes.
In the middle ages, when Flanders was the great headquarters of manufactures in wool, English wools were held in great esteem, and, in spite of frequent laws, especially from the time of Edward III., to prevent exportation, were largely purchased by the textile producers of that country. The wool-workers and weavers of Ghent and Bruges asserted themselves in war and politics against Burgundy and France. At various dates Flemish wool-workers settled in England, and taught the English, as they also taught the French, the art they had carried to so great perfection. The remarkable enactment of Charles II., that every Englishman should be buried in a woollen shroud, which was in force from 1678 till 1815, contributed in a measure to the growth of woollen manufacturing as a great native industry. Wool-working in factories and on a commercial scale was not established in the United States till about the end of the 18th century.
The accelerated development of the textile industry, especially during the 19th century, has resulted in an enormous increase in the growth of wool. Up to 1850 the wools used in Britain in the manufacture of woollen and worsted fabrics, in addition to those of home growth, were chiefly imported from Spain and Germany. Now the principal wool-growing countries are as follows: Australia, New Zealand, Tasmania, Cape Colony, South America, and India. Of course England, Scotland, France, Germany, Spain, and Russia all produce limited quantities of wool; but, with the exception of small portions of Saxony and Silesian wools that are used in the west of England in the manufacture of the finest doeskins and kerseymeres, British textile producers are dependent chiefly upon the colonies of Australia, New Zealand, Tasmania, and the Cape for their wool-supply. The wools of England are not without their uses. Those of Southdown, possessing a fine fibre, and, as compared with the merinos of Australia, a small degree of felting property, are highly suitable for flannels, and are therefore largely purchased by the manufacturers of these goods; Lincoln and Leicester wools, on account of their lustrous qualities, are employed in the dress and mantling trades; and the strong, useful wool grown on the Cheviot Hills is utilised in the manufacture of that extensive class of fabrics known as 'cheviots.'
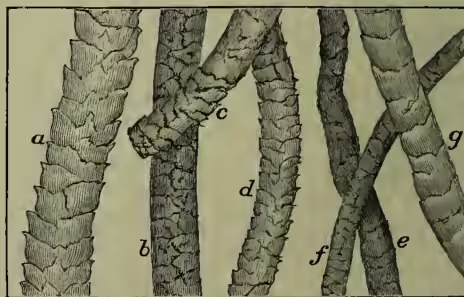
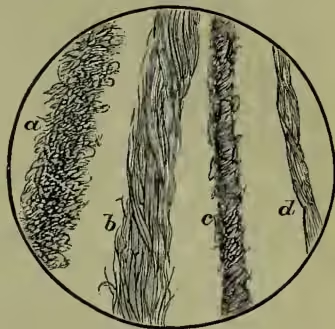
a, typical wool fibres; b, mohair; c, 'kempy' fibre; d, merino wool; e, shoddy; f, cashmere; g, Lincoln wool.
In mechanical structure the wool fibre is cylindrical in shape, being composed of an infinite number of minute cells. The central part or core of the fibre is ensheathed (a, fig. 1) with numerous scales or thin plates more or less funnel-like in shape, and one overlapping the other. Wool is frequently defined as a species of hair, but it differs from this filament in possessing a more fully- developed serrated circumference, and an increased degree of flexibility, waviness, and elasticity. Even these features of dissimilarity are obvious when wool and mohair (the product of the Angora goat) are compared. Fibres a and b in fig. 1 show the difference in external structure. In a, which is a typical wool fibre, the scales are clearly defined, appear in some cases to encircle the filament, and fit one into the other; but in b these serrations are less prominent, and the fibre is straighter, and therefore comparatively deficient in waviness. Cashmere, a fine, downy material yielded by the Tibetan goat (f, fig. 1), also lacks that well-defined structure which characterises true wool. Microscopically they possess a similar but far from an identical formation, and in the actual work of manufacture the difference between these several fibres is emphasised at every stage of procedure, resulting in the construction of fabrics of distinct qualities, and each used for a specific purpose.
On examining the wool fibre more minutely it is found to consist of three principal parts: (1) the outer scales; (2) the inner bark or cortical substance; and (3) the medullary or central portion. The external scales may be defined as flattened horny cells. They form the sheath or bark of the fibre. Their dimensions, uniformity, soundness, and compactness determine the lustre, fineness, and strength of the wool. The felting or fulling power is also primarily due to their presence in the fibre, being high or low in proportion to their multiplicity and strength. These marginal scales are the most numerous in fine wools, and, as indicated in relation to wool, mohair, and cashmere, differ so largely in formation and arrangement in different types of wools to make it feasible in some instances to distinguish the variety of fibre examined by its serrated surface. The interior of the filament is composed of spindle-shaped cells. Upon the density of these cells—which form the largest proportion of the fibre—the elasticity and trueness of the wool depend. Moreover this part of the fibre is said to possess greater affinity for colouring agents than the external scales, a fact which is proved by the readiness with which 'extract' wools—materials which have been recovered from woven fabrics composed of cotton and wool, by steeping the textures in a bath of diluted sulphuric acid, which destroys the vegetable fibre and leaves the animal fibre intact—can be dyed, and such extracted wools have these interior cells exposed to a considerable degree. The third or medullary part of the wool filament consists of several layers of oval cells which form the pith or core of the fibre. Occasionally these run the entire length of the hair, but they may only occur at intervals. Their functions in the structure of the fibre have not been fully determined.
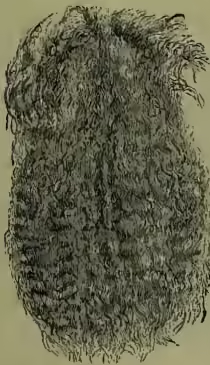
When selecting wool for manufacturing purposes regard is paid to its strength, length, soundness, and elasticity of staple, fineness of hair, and lustrous and felt-ing properties. By 'staple' is meant a lock or strand of fibres (fig. 2). Its several qualities are determined by the touch. An indication of soundness is uniformity of growth in the several filaments of which the staple is composed. Fibres with the greatest diameter will necessarily sustain the most tension, but the tenacity of a sample of wool is not judged by the thickness of individual hairs, but by the strength of the lock. If the fibres are considered separately, Lincoln wool, in point of strength, is far superior to Australian merino, as its breaking strain, according to Bowman, is 502 grains, while the Australian is 50 grains; but it is possible to acquire from the latter wool a cloth capable of sustaining greater strain and friction than can be obtained from the Lincoln. This is partially due to the fact that the merino is ranker in growth, the staple being more compact, and also to the superior felting power of this wool, a quality which imparts increased wearing strength to woollen fabrics.
Elasticity of staple is the power the wool possesses to assume its normal condition immediately on pressure being removed. A quantity of cotton when unpacked lies comparatively solid, but on unpacking a bale of wool it rebounds and expands. This elastic or flexible property is present in the largest measure in wools of a crimped, wavy form (fig. 2); and, generally speaking, the finer the wool the more fully does this curliness of fibre obtain. Merino wools, for example, contain a large number of curves in a given length of hair, and are remarkable for elasticity and density of staple. Fullness and 'kindness' to the feel, and warmth and comfort in the wear are some of the qualities which the finished cloth derives from this primary property of a good clothing wool.
Lustre of fibre is essential in making certain classes of worsted yarns, and dress and mantle fabrics. Lincoln and Leicester wools are celebrated for their lustrous or shiny appearance. They are only excelled in this particular by mohair and alpaca. Straightness of fibre in combination with an outer sheath of serrations, characterised by a high degree of uniformity and regularity in the size of the individual scales, give to these materials their lustrous quality. Fineness of hair is most important in making fine yarns. A thick-fibred wool will not spin to a great length, and cannot therefore be used in the manufacture of superfine cloths. It may be utilised in medium-class fabrics, but it does not form the requisite smallness of hair to be spun into high counts of yarns which alone can be used in the production of textures fine in structure or containing a large number of threads to the inch.
Wool Substitutes.—The principal substitutes for wool used in making so-called woollen fabrics are noils, mungo, shoddy, extract, and flocks. Formerly mungo, shoddy, and extract were regarded purely as waste and unusable products. Now they are the chief materials employed to cheapen textiles. Noils are the curly neppy filaments rejected in preparing wool for worsted yarns by combing. They are pure wool, and are a valuable material. Mungo is a product obtained by grinding up tailors' clippings and cast-off garments from which all cotton threads have been extracted. The only difference between mungo and shoddy (c, fig. 1) consists in the latter being the result of treating soft rags, such as blankets, stockings, and comforters. Both are important materials and are extensively used by the manufacturers of Dewsbury, Batley, Guiseley, and Yeadon. Flocks are the fibre which leaves the pieces during scouring and milling. A few decades ago they were in large demand, but owing to the introduction of other and cheaper substitutes, changes in fashion, and the decline in the quality of all-wool fabrics they do not now occupy the same prominent place in the materials at the command of the woollen manufacturer as formerly.
WOOLLEN CLOTH MANUFACTURE.—When the wool arrives at the factory it is in the fleece or unsorted condition, and is a promiscuous blend of all kinds of fibres, such as fine and coarse, strong and tender. A single fleece may contain as many as thirteen or fourteen sorts, but in practice it is not generally necessary to make more than five or seven qualities. The choicest wools are derived from the sides and shoulders of the animal, and the inferior classes from the head, the throat, and the shins. A good wool, though not so fine in the fibre and soft to the touch as that grown on the sides, is found on the lower part of the back. Sound intermediate qualities are obtained from the rest of the back and the loins. The wool on the belly is short, dirty, poor in quality and frequently tender, while that coming off the lower parts of the legs is usually burry and possesses a thick fibre and a staple deficient in waviness and elasticity.
The sorter commences the operation of sorting by ascertaining if the fleece in hand is that of a hog or hogget, or that of a wether. The former is lamb's or yearling's, and the latter fleece wool. They are readily distinguished from each other by the character of the tips or ends of the fibres, those of the hog being pointed on account of the animal not having been previously shorn, whilst those of fleece-wool increase in bluntness each succeeding year. Analysis of the fleece is commenced by spreading it over a table with a wire-cage surface. During sorting a portion of the dust and other hard particles of matter liberated from the wool fall through this cage into a drawer beneath. An indefinite line is formed down the middle of the fleece which the sorter follows in dividing it. His work is of a twofold character. First, he removes a portion of the foreign substances which the fleece contains, and also clips away the hard, clotted tufts of fibres which in the process of growth have become fast adhered together. Secondly, he proceeds to carefully analyse the fleece, classifying the locks according to quality, and casting them into different skeps with which he is provided. The wool is principally judged by its softness of handle and its density of growth. 'Tenderness of staple, unkindness of feel, and want of rankness of hair are all indications of an inferior wool.'
In its natural state wool is impregnated with a greasy compound designated yolk or snint. The object of the succeeding process of manufacture—scouring—is to remove this substance without injuring the staple of the wool. When this work is properly done the material is not only clean and a perfect white, but appears elastic and open. The principal requisites here are a pure, soft water, a mild alkali, uniform temperature of the 'scour,' and as small a degree of mechanical agitation of the wool in washing as is compatible with the thorough cleansing of the fibres. Scouring is effected in machines specially designed for this purpose. They consist of two or more tanks containing the 'scour' or alkaline lye, in which the wool is immersed and gently made to travel from the receiving to the delivery end of the separate tanks, when it passes between a pair of squeezing-rollers, and from thence is conveyed to the drying-chamber. An indifferently scoured wool does not dye a clean colour, and yields an imperfect yarn and an unsatisfactory cloth.
If the material is intended to be wool-dyed it is now transferred to the dye-house, but in some instances dyeing takes place in the yarn state, and in others in the woven piece. When preparing wool for mixture fabrics the material is dyed before spinning; in some styles of medium and high-class fancies hank-dyeing is preferable; while in the simple makes of cloths, or textures of one shade, it is more economical to dye in the piece. Whichever system of dyeing is practised the wool, after scouring, is teased or willeyed. This is a mechanical operation, and is performed with the object of opening and disentangling the felted meshes of the wool. Really this is a preliminary scribbling or carding. The teazer or willey consists of a large skeleton cylinder mounted with ten arms, each studded with two rows of teeth tapering from the base to the point, and of three smaller rollers termed 'workers' fixed over this cylinder, and also studded with metal teeth which intersect and work between those of the main cylinder when the machine is in motion. The attendant regularly distributes the material on the feed-sheet or endless apron which conveys it to the interior of the machine, where it is engaged by the teeth of the large cylinder making from 400 to 500 revolutions per minute. It travels in the opposite direction to the 'workers,' which only make from 30 to 40 revolutions per minute. Consequently, it has no sooner become charged with wool than the fibres are forced forward to be engaged and 'worked' or opened by the small rollers. This process is continued until the filaments have become sufficiently separated to be in a suitable condition for oiling.
One effect of removing the yolk from the wool has been to deprive it of its natural lubricant, and to make it too diffusive and dry to be treated economically without oiling in the subsequent operations of scribbling, carding, and spinning. Oil renders the fibres soft and flexible and preserves their serrated structure and natural length when operated upon by the millions of wire teeth in the carding machines. If a quantity of unoiled material were submitted to the scribbling process two unsatisfactory consequences would ensue. First, the wool would be imperfectly scribbled for the want of those lubricants which facilitate the separation and readjustment of the filaments effected by the scribbler. Secondly, the amount of waste material in the form of flyings and droppings—loose fibres given off by the various cylinders of the scribbling-engine—would be perceptibly augmented. Wool is, therefore, oiled at this stage to soften and smooth its filaments, to impart adhesiveness, and thus at once minimise the loss of valuable material which would otherwise occur in this severe operation. Various compositions are used as lubricants, but the principal are olive or Gallipoli oil and oleine.
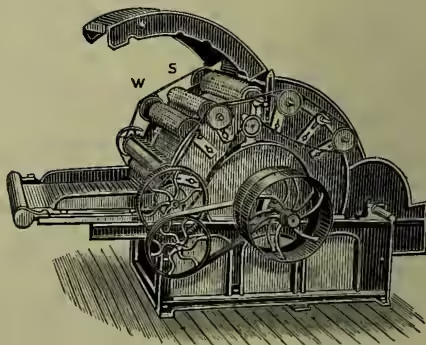
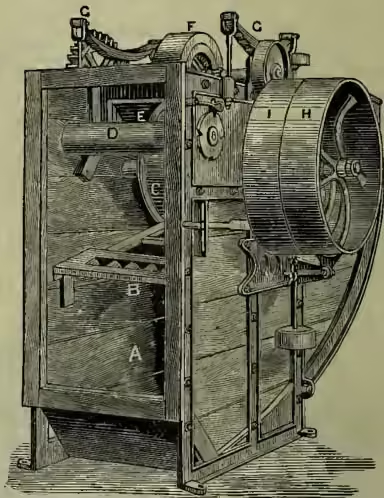
The oil is applied manually by spreading the wool in layers on the floor and adding a sprinkling of oil to each layer, or automatically as it passes on to the fearnought. This machine is also termed the tenter-hook willey, a name which has been applied to it on account of the peculiar form of teeth inserted in its main cylinder. A representation of this machine is given in fig. 3. Essentially it is a minute scribbler possessing three pairs of small rollers, W and S, called workers and strippers, arranged as in scribbling machines. These rollers glean the wool from the teeth of the swift, and 'work' or intermix and open the fibres between them, ultimately yielding them up to the large cylinder again, which conveys them to the next pair of small rollers, where the process of opening and mixing is repeated. This work is also continued by the third set of rollers, when the wool is once more recovered by the swift and passed on to the fan, which removes it from the machine.
At this juncture the material is prepared for scribbling or carding proper. This process is distinctly a continuation of the treatment to which the fibres have been subjected on the teazer and fearnought, only the machinery used is more searching in its action, and literally separates fibre from fibre. While disentangling the locks of wool and disintegrating felted meshes of filaments which have escaped the action of the rollers of the previous machines or only been partially operated upon by them, it at the same time reblends the fibres by recrossing them at every conceivable angle, uniting in the process long and short, coarse and fine, curly and straight, and producing by their amalgamation a continuous sheet or texture of filaments of uniform delicacy and density throughout its entire length and breadth.
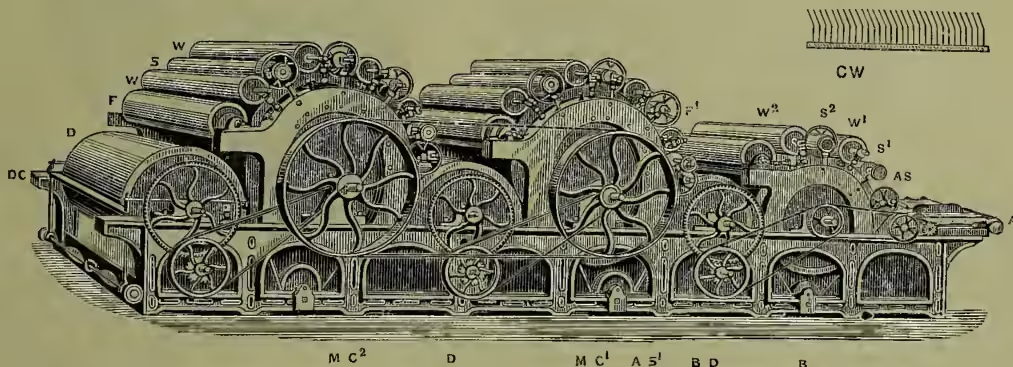
The scribbling machine (fig. 4) is a combination of cylinders of various diameters, and revolving in opposite directions and at varying speeds. Each roller is covered with card-clothing, or with fine, pliable wire teeth. A sample of clothing is shown in CW, fig. 4. Obviously, as the wool is transferred from cylinder to cylinder it will be repeatedly opened and reblended, and by degrees made to assume a light, flossy, and workable condition, or one which may be readily changed into a weavable thread. The amount of dislocation and blending the fibres are subject to in their passage through an ordinary scribber is almost incredible. It may be understood by considering the immense multitude of points which are incessantly operating on the wool. A machine similar to that represented in fig. 4 contains no fewer than 56,000,000 teeth. These have various functions: 50,000,000 engage the material and convey it from stage to stage, resisting in so doing the action of the teeth of adjacent cylinders which may have become charged with fibres. The remaining 6,000,000 are designated extractors and springers, and lash or draw the wool from between the card-wires of other rollers. In a scribber mounted in this manner the material is continually operated upon by the dividing and remixing action of 25,000 points. This is not all. A set of carding-machines contains two or three engines, whose rollers all possess card-clothing of increasing fineness, so that by the time the wool escapes from this process a complete disturbance of the natural order of the fibres has been effected, and they have, moreover, been readjusted with such mechanical precision as to be readily convertible into a spun yarn.
The passage of the material through the scribber may be thus described. It is primarily spread by an automatic appliance on the feed-sheet (A, fig. 4). Before being transferred on to the breast cylinder it undergoes a certain amount of opening and blending, which tends to keep up a uniform supply of fibres. This is accomplished by five small rollers, three of which are called 'feeds,' one the 'licker-in,' and the fifth the 'angle stripper.' The three 'feeds' are fixed one above the other, directly behind them is placed the licker-in, and over it the angle stripper. The wool is no sooner carried by the feed-sheet on to the lowest feed-roller than the licker-in removes a portion of it, which it commences in conjunction with the centre 'feed' to open and intermingle. It is at this point the third or uppermost feed-roller comes into action, and that the angle stripper takes charge of the material and conveys it to the breast cylinder. Here the real work of scribbling is initiated. The card-wire of the cylinder carries the wool forward until it is engaged by the first pair of small rollers (S1 and W1, fig. 4). The worker, though placed behind the stripper, gleans the fibres off the cylinder, while the stripper removes or strips it from the worker, and in turn yields it up to the rapidly revolving cylinder. It is not the design of the scribber to accomplish at one process a perfect separation and blending of the filaments, for in so doing it would be liable to break the staple of the wool; hence the several small cylinders employed in disentangling and remixing the fibres. The first pair of rollers are only intended to operate upon the largest entanglements, being set the farthest away from the cylinder, and also the coarsest in card wire. The material which escapes their points is dealt with by the second couple of rollers (S2 and W2, fig. 4), while the smaller tufts of fibres still are engaged by the third set of workers and strippers, and so on throughout the operation. By this repeated transfer from one cylinder to another a continuous opening and mingling of the filaments is carried on from the time they enter the machine at the feed-sheet till they leave the same at the doffer.
Condensing follows scribbling and carding. There has been no attempt made thus far to impart to the wool a thread-like appearance. It is removed from the last cylinder of the carder by the condenser, whose office it is to divide the sheet of filament into narrow bands, which are passed between a pair of rubbers. These have an action similar to that of the palms of the hands when rubbed together, and give to the several strips or 'slivers' a round form—indeed, convert them into thick, soft, fluffy yarns, incapable of sustaining any degree of extenuation because absolutely free from twist or twine.
Such 'slivers' or condensed threads form the germ of the spun yarn. Spinning (q.v.) is the final process in thread-making. The 'condensed slivers' pass, in the spinning-frame, between a pair of fluted rollers, and from thence to the spindles, which are fixed in a movable carriage. Primarily the rollers give out a length of 'slivers'—the carriage and the spindles receding and the latter imparting twist—and next, the rollers cease to revolve and the spindles increase in velocity, the carriage meanwhile travelling to the end of its traverse. During the latter part of its movement the thread is extenuated or reduced in size, and the final degree of twist is inserted. On the return of the carriage the spindles wind up the spun yarn in 'cop' form.
As weaving is treated of in a special article, the cloth has now to be followed after it leaves the loom, in which condition it is spoken of as being in the 'balk' or raw state. The characteristics of this state are threadiness of surface, looseness of structure, hardness of handle, and lack of smartness of pattern or beauty of design. To make the pieces saleable they are submitted to a lengthy series of processes, including perching, knotting, scouring, hydo-extracting, tentering, mending, milling, washing-off, gig-raising, boiling, cutting or cropping, pressing, brushing, and steaming. Of course cloths are not all passed through these processes, such fabrics as cheviots and tweeds requiring only simple and brief treatment in finishing; but in dressing a doeskin the whole routine has to be gone through.
Perching consists in making a close inspection of the piece with the object of marking all defects. Knotting is another manual process. As the smallest knot left in the piece may result in the fabric being torn or cut in the cropping operation, all such protrusions are carefully extracted by examining the under side first, so that the knots may be pulled out; and subsequently the face is treated, when the cloth is ready for scouring. The primary object here is to cleanse the piece, and the second to soften the threads and cause them to fill up the interstices existing between them when the cloth leaves the loom. If it were a mere question of scouring it could be readily attained by using strong detergents; but these would not only injure the handle of the fabric, but also affect its brightness of colouring. Scouring-machines are of two great classes—viz. those in which the pieces are twisted into a rope form during the operation, and 'open scourers,' in which the pieces are maintained in an expanded state. The latter are recommended when washing fabrics liable to crease and composed of fine yarns, but ordinary woollen goods are still largely scoured on the older system of having the pieces running through the machine in folds. To discharge the superfluous moisture the textures contain after scouring they are taken to either the wringer or, preferably, to the hydro-extractor (see DRYING-MACHINES). The latter expels the wet by centrifugal force, and, while imparting a lofty and kind feel to the cloth, does not in any way crease its surface as the wringer is apt to do. Defects not detected before the piece is washed are visible afterwards. These are repaired by the mender, who introduces threads or 'picks' where they are missing. Fine goods are difficult to treat in this respect.
The piece is now taken to the milling-machine (fig. 5). Here it is saturated with a solution of soap and then placed in the tank, A, and threaded through one of the divisions in the guide and knocking-off motion, B. Subsequently it runs over a roller, D, and into the neck or throat, E, and from thence between two rollers, C and F. The lower one is flanged, the upper one fitting between its projection. Pressure is brought to bear on F by the springs, G, and in some cases by weights. As the piece passes between these rollers it is crushed and felted in the direction of the weft or transversely. Running now into an elongated box or the spout of the machine, it is cuttled up lengthways and therefore felted in the direction of the warp. Before the invention of the fulling-mill woollen goods were felted solely by stocks. These are still used, but for ordinary purposes have been supplanted by milling-machines. In the stocks the piece, after soaping, is placed in a trough and pounded by huge hammers or fallers. Goods thus felted possess in some instances a more substantial feel than when treated in the mill. Stock-fulling is a slow process, but is more natural than felting by the milling-machine, and is preferable where great fullness of texture is required.
Before milling, the individual threads in the cloth are quite separate, and by the aid of a powerful glass the scheme of crossing warp and weft may be traced; single threads can be removed without difficulty. But after milling, all traces of the threads as distinct factors have disappeared. Magnifying a sample scarcely makes them visible, for it is only by singeing the surface of a hard-felted woollen, and scraping away the floss and fibre, that the texture proper can be exposed and examined. Then it becomes apparent what changes have been wrought in its condition during felting; a porous fabric has been changed into one remarkable for its density, solidity, and firmness. Wool and hair are the only kinds of fibre that will felt, and the former is infinitely superior to the latter in this respect. Its physical formation, combined with the arrangement of the fibres in a 'carded' or woollen yarn, are at the basis of what takes place in the fulling mill or stocks when the fibres of individual threads mat, interlock, and dovetail into each other. The soapy condition of the piece, assisted by the heat generated in felting, accelerates this process. Saturated as the cloth is by the soapy compound, its filaments expand. The scaly circumference of one set of fibres is forced into that of an adjoining set, and thus by the pounding or pressure to which the piece is in the meantime submitted the yarns are brought closer together, until the threads literally form one mass of felted wool and lose their individuality. This kind of excessive milling is only applied to certain classes of army cloths, doeskins, pilots, beavers, and other heavy fabrics. After felting, the piece is washed off, hydro-extracted, dried, and then tentered or stretched on the tenter frame.
The processes of 'finishing' proper—viz. raising, cutting, brushing, and pressing—level and smooth the cloth, improve its appearance, develop the elements of the pattern, and add lustre and beauty of texture. Raising is generally performed on the gig, a huge cylinder mounted with teazles, the plant and flexible teeth of which raise up the fibre on the face of the piece. There are two types of raising, wet and dry. Dry raising is practised in cloths where a clear smart face is required, such as tweeds, 'Saxonies,' and worsted coatings and trouserings. By 'getting up' the fibres and combing them out on the face of the texture it prepares the cloth for an effective and clear 'cut.' The wet process is adopted in finishing doeskins, moscows, meltons, and other heavy textures. It is the reverse in its effects to dry raising, aiming at preserving the fibre obtained in milling. Though it 'gets up' the filaments, it spreads or lays them on the texture, so that they give to the piece, after cutting, boiling, and pressing, a bright appearance.
Cropping or cutting was formerly a manual operation. Now it is performed on the 'perpetual,' a machine which in principle is identical with the lawn-mower. The surface of the cloth is evened and smothered in this process, the pile of fibres being levelled, and, if a 'fancy' texture, the style of the pattern is more prominently developed. After passing several times through the 'perpetual,' the piece is cuttled up in cardboard papers and placed in the press, heated by hot plates. It remains here till perfectly cool, when it is recuttled to take out the marks formed by folding, and again pressed. Solidity and lustre are acquired in this way, accompanied by a certain degree of harshness or unkindness of touch in the texture, which, however, may be readily removed by steaming, when the cloth is ready for the merchant.
WORSTED MANUFACTURE.—There is a difference in the appearance and characteristics of worsted and woollen fabrics, but this does not necessarily arise from the employment of dissimilar materials. It is quite feasible to employ the same class of wool in both manufactures; yet in the worsted the texture will be clear and bright, possessing a smartly-defined pattern, but in the woollen it will be covered with fibre, have a comparatively rough appearance, and its plan of construction be partially if not wholly concealed. 'Woollen' and 'worsted' as applied to these all-wool fabrics are somewhat ambiguous terms, as they signify neither the material used nor the scheme of yarn-making practised. Before the combing-machine was invented only long-stapled wools were made into worsted yarns; hence it became customary to define a woollen thread as the product of spinning short wool, and the worsted as the result of combing and spinning long wool. But now that all wools of whatever length are combable this definition is quite untenable. Next the worsted was designated a combed thread, to discriminate it from the woollen, which is a carded thread. These are more satisfactory distinctions, but are inapplicable to an important class of worsted yarns. For the worsted coating, trousering, and dress trades the wools employed are invariably prepared for spinning by gilling, combing, and drawing: but for the carpet branch of the weaving industry a worsted yarn is made in which the wool is not combed. The essential difference lies in one important element of procedure in working or preparing the wool for the final operation of spinning. When making a woollen thread the main object to be attained from the initial to the terminating stage of construction is to open, cross, and blend all descriptions of fibres in all possible ways—a routine which yields a yarn which possesses a rough fibrous surface (see fig. 6), and which when converted into a woven texture imparts a mellow and somewhat subdued effect to design and colour. On the other hand, in producing a worsted thread, the primary design is to place the fibres in parallel relationship with each other by in some cases extracting all curly filaments, and in all instances by as far as possible straightening and levelling them, so that a thread results which possesses a regular and well-defined circumference, and one which lends lustre to the fabric and precise development to almost every type of woven pattern.
Fig. 6 illustrates the main features of dissimilarity between woollen and worsted yarns. Here a is the woollen or purely carded thread. At once it will be observed how variously intermingled its fibres are. Under the microscope the core of this yarn is practically a solid mass of filaments, twisting round which is a multitude of curly, wavy fibres of a diversity of lengths and diameters, that cross and intertwine with each other in literally every possible manner. In b, which is an enlarged drawing of a worsted thread, an altogether different system of amalgamating fibres in a yarn-like condition is evident. Now the filaments are perceptibly laid in the same plane, and form a somewhat regular thread.
There are three great systems of producing worsted yarns. First, when long wools are used, the material is gilled, combed, drawn, and spun. In the second system carding is added and precedes gilling; while in the third or carpet-yarn system the wool is carded, drawn, and spun. The special operations are those of gilling, combing, drawing, and spinning. Carding, though not precisely the same as in woollen yarn production, is similar in principle, and has been treated of above. Starting therefore with the material as it leaves the carder, previous to which it has been scoured and 'willeyed,' it is not condensed as in preparing for woollen-spinning, but is taken in 'laps' or bands, a few inches in width, and wrapped up into balls, to the backwashing-machine, where it passes through a trough containing 'scour,' and from thence over a number of drying cylinders to what is called the 'gill-box' part of the machine. Here it is engaged by a number of vertical pins fixed in iron bars, and called 'fallers,' which travel from one end of the box to the other on two pairs of endless screws, one placed above the other. The fallers only operate on the wool when moving on the upper screws. The wool is forcibly drawn through the pins of the fallers by a pair of rollers which have a higher velocity than the rollers which convey it into the box. 'Gilling' proper is a continuation of what occurs in this latter part of the backwasher. Each gill-box—some six boxes make a set—in which the work of gilling is accomplished possesses two pairs of rollers and a set of fallers. The receiving rollers move slower than the fallers, and the fallers in turn move slower than the delivering rollers. The result is that the wool is extenuated, its fibres are straightened and more or less laid in parallel conditions. The drawing-out process is termed the 'draft.' It takes place in every box, whose pins increase in fineness and number, so that the work becomes gradually more searching in character. Should the wool be examined at this stage it would be discovered that, while the longest fibres are comparatively straight, yet the short and curly ones in some instances literally traverse the ribbon, having escaped the action of the gill-pins of the fallers. By the combing-machine a classification of the fibres is made. The long and the straight are utilised in producing what is called the 'top' or combed wool, while the short, 'neppy,' and curly fibres are rejected, and constitute the noil. Combing also levels the wool.
Three distinct types of machines are employed in this work, known as the Noble, the Holden, and the Nip combs. Noble's machine consists of three circular combs, all of which revolve in the same direction, and are mounted in the interior of the framework of the machine. One of these combs has a diameter varying from 48 to 60 inches. It is called the large circle. Inside it are two smaller combs, with diameters of about 18 to 20 inches. They only work in conjunction with the principal circle at one point in their rotary movement. The ribbons of wool from gilling are brought and placed in the framework of the comb, each ribbon being passed through its own feed-box. The laps of wool are now pressed by what is called the 'dabbing' brush between the teeth of the comb of the large and small circles. Combing begins at this juncture, for each circle carries off in the teeth of its comb a quantity of fibres. As the angle between the combs increases the fibres are drawn out and straightened, the longest, which hang in the form of a fringe on the inside of the large comb and on the outside of the small one, being removed by 'drawing-off' rollers, and helping to make the 'top,' while the short and curly, which become imbedded between the teeth of each small comb, are extracted by knives set between the rows of pins of which such a comb consists. The extraction occurs each time the lesser combs revolve, so that it is impossible for the noil or unsuitable fibres to accumulate. All the combings, two from the large and one from each of the small circles, are collected together and passed into a funnel, when a degree of false twist is imparted as the combed 'top' escapes from the machine.
Levelling is performed by frequently drawing out or drafting and doubling the ribbons. Each compound process of drafting and doubling not only further straightens the wool, but yields a result that closer and closer approaches in appearance a spun thread. Drawing primarily produces a uniform ribbon, or one in which the several kinds of fibres are regularly distributed throughout its length; and secondly, it forms a slubbing of such fineness that on imparting twist, and further drafting, a spun and weavable thread will result. All drawing frames consist of two pairs of rollers, the 'deliverers' revolving at a higher speed than the 'receivers,' or the pair which bring the wool into the frame. As the ribbons are stretched between these rollers they are drawn out, or drafted. In a series of frames the amount of drawing and doubling to which the wool is submitted reaches the enormous number of fully five and a half millions of changes. On leaving the roving-frame, which may be regarded as the final 'drawing,' the thick thread acquired is ready for Spinning (q.v.). It is important to note that woollen and worsted yarn-spinning differ very materially from each other in principle. When making a woollen thread the sliver is passed direct from the rollers which grip it to the spindle. Moreover these rollers, after delivering a certain length, hold the sliver till extenuation has been effected and twist imparted. The roving in worsted spinning is differently operated upon. It passes between the back pair of rollers on to the front pair, being in the interval elongated. Escaping from these, it is twisted or spun, and wound on to the bobbin.
The yarn thus obtained is prepared for the loom by warping—grouping the requisite number and length of threads together in a systematic manner—by beaming or winding the warp on to the chain or yarn-beam of the loom, and by healding and sleying, processes which assign to the individual threads the positions they are to occupy and the part they are to play in the construction and embellishment of the fabric. After the loom (see WEAVING) has produced the texture, the piece is knotted, scoured, hydro-extracted, tentered, burled, cut, crabbed (wound tightly on to a perforated roller, through which steam is forced), pressed, and steamed (see Woollen Cloth Manufactures above).
Worsted manufacturing is now as important a branch of the textile industry as woollen manufacturing. Still the fancy section of it is only a recent growth. Up to 1870 worsted cloths were invariably piece-dyed, the attempts at using fancy yarns in these fabrics having been chiefly confined to the construction of figured and spotted vestings; but in that year the late Professor John Beaumont designed the first hank-dyed worsted yarn coatings and suitings. These were produced in Huddersfield, in which town the highest class worsteds for gentlemen's wear have for some time been manufactured. Bradford, on the other hand, is the home of the fine worsted dress and mantle trades, the productions of its looms competing in style and finish with those emanating from the textile establishments of Roubaix and other manufacturing towns of the north of France. But it must not be inferred from this that worsted-weaving is confined to a limited area in Britain. Leeds and the west of England possess numerous and important mills occupied in the production of combed-yarn fabrics, whilst even in some of the tweed-mills of Scotland small quantities of worsted suitings are made.
One drawback to the worsted texture is that it rapidly assumes in the made-up garment a shiny or glossy appearance, a defect that cannot be obviated without destroying other valuable and characteristic qualities which the fabric possesses. It is a natural sequence to the system of worsted yarn construction. A lustrous thread is aimed at, and to acquire this much of the natural curliness of the wool fibre is combed out, and a quantity of those short curly hairs which give fullness of touch and wearing power to the woven fabric are extracted. The result is a fabric that is liable to wear shiny, and one that is more porous in structure and less kind in the hand than the carded yarn production. For serviceability the worsted texture is not comparable with the woollen. Certainly it has its advantages. When new it is smarter than the woollen, and undoubtedly possesses a smoother and more attractive surface; but such qualities are fugitive. If freshness of design, novelty of textural construction, and fineness of fabric are required, worsted are the yarns par excellence for attaining these results; but if it is desirable to obtain a cloth distinguished by unique softness and elasticity of touch, mellowness of colour, and warmth and comfort in the wear, then it is necessary to employ threads constructed on the woollen principle of yarn manufacture.
The importance of the British trade in wool and wool manufactures may be gathered from the statistics of three selected years given at GREAT BRITAIN (Vol. V. p. 377), which show the imports and exports of wool and of woollen and worsted goods. In 1890 the total imports of wool into the United Kingdom were 633,028,131 lb., and of exports 340,712,303 lb.; so that 292,315,828 lb. were retained for home consumption. Of the total imports nearly 419 million pounds came from Australasia; probably 138 million pounds were produced at home. In the same year woollen and worsted piece goods to the amount of 261 million yards were exported, and 41 million pounds of yarn. In 1890 the value of woollen and worsted yarn exported was £4,086,000; of woollen cloths, coatings, &c., £6,016,000; of worsted coatings and stuffs, £10,360,000; of flannels, blanketings, &c., £1,097,000; of carpets and druggets, £1,115,000. In the same year the value of woollen yarn imported was £1,952,000, and of woollen manufactures £9,321,000. There were, in 1890, 1793 woollen and worsted mills in the United Kingdom. As has been mentioned at ENGLAND (Vol. IV. p. 347), the chief seats of the wool manufacture in England in the 14th century was Bristol, London, and Norwich. Now Wiltshire (q.v.) and Gloucestershire are famous for the finest broadcloths; the West Riding of Yorkshire is, however, the great seat of the woollen manufacture, Leeds and Huddersfield being very important centres. Galashiels and Hawick are noted for their tweeds.
In the United States the chief wool-manufacturing states are New Hampshire, Massachusetts, Rhode Island, New York, and Pennsylvania. The total value of the woollen goods produced in 1870 was over 151,000,000, of worsted goods 22,000,000; in 1880 the corresponding figures were 166,600,000 and 33,500,000. In 1890 the United States imported close on 103,000,000 lb. from Argentina, Turkey in Asia, Australasia, Britain, Russia, China, &c. The yarn imported had a value of nearly 2,000,000; of cloths, 16,000,000; of women and children's dress goods, 24,200,000; of ready-made clothing, nearly 2,000,000.
In 1898 Britain imported wool to a value of £23,437,309, and woollens and yarn valued at £10,839,452; and exported woollens to the value of £13,702,307, and woollen and worsted yarn worth £4,625,898. In 1897-98 the United States imported woolls worth 16,783,692, and woollens worth 14,823,771; the exports being unimportant.
See Bowman's Structure of the Wool Fibre, Beaumont's Woollen and Worsted Cloth Manufacture, Beaumont's Woven Design, McLaren's Woollen and Worsted Spinning, and Alcan's Traité du Travail de la Laine Cardée. Also the articles SHEEP, CARPETS, FLANNEL, FELT, FRIEZE, SHAWLS, &c.