Bleaching (A.S. blæcan, from blæc, 'pale,' 'bleak') is the whitening of textile materials or fabrics by the removal of coloured substances natu- rally present or adhering to them in the course of their manufacture. It is also used to signify the decolouring of beeswax, castor-oil, and similar fatty materials by exposure to sunlight, sometimes in presence of water. From time immemorial open-air bleaching, with sun exposure, has been applied to linen and cotton fabrics, and is still for the most part the method adopted for domestic purposes. The strong bleaching power of direct sunlight is strikingly seen in the case of a wax or paraffin candle coloured with some of the aniline or vegetable dyes, an hour or two sometimes sufficing to discharge the colour. In diffuse daylight they also bleach, but much more slowly. Many dyes on textile fabrics, as is well known, soon fade if much exposed to the sun's rays.
It was formerly the custom to send linen goods manufactured in Scotland to be bleached in Holland, and the name Holland is still retained for a kind of unbleached linen. Another variety, which, from its fineness, was generally spread on the better grass-fields or lawns, received the name of lawn, still in use for a fine white linen. In those days large areas of grass land, and several months' exposure to air, light, and moisture, were required to bleach linen white. The first bleachfield in Scotland was established by the Fletchers at Salton in East Lothian about 1730; others were started soon after at Ormiston and Perth. Near Perth, and in Fife, there is still a good deal of open-air bleaching combined with chemical treatment. Bleach-works were also early set agoing about Glasgow and Aberdeen.
Andrew Yarranton, writing in 1677, mentions that a bleachfield then existed in Southwark by the side of the Thames, but there does not appear to be much known about early bleachfields in England.
In the old Dutch process the linen was immersed for some days in an alkaline lye of crude potashes, which removed a large quantity of the natural colouring matter and stains. It was afterwards treated with sour milk before it was spread on the grass. The process, including the field bleaching, took from six to eight months. Dr Home of Edinburgh discovered about 1756 that dilute sulphuric acid did better for the 'souring' operation than sour-milk, an improvement which shortened the time occupied in bleaching by one-half.
The modern process of bleaching calico, linen, and other fabrics of vegetable fibre, may be said to date from 1785, when Berthollet read to the French Academy an account of his investigations on the power of Chlorine (q.v.) to destroy colouring matters. A knowledge of the use of chlorine as a bleaching agent appears to have been first brought to this country by the Duke of Gordon and Professor Copland of Aberdeen, who communicated it to a firm of bleachers in that town. James Watt, who knew Berthollet, made the process successful at a bleachfield near Glasgow, and along with Dr Henry of Manchester, explained it to the Lancashire manufacturers of cotton cloth, a branch of industry then rapidly rising in importance. Mr Charles Tennant of Glasgow took out, in 1798, a patent for making a solution of the chloride of lime, and afterwards in 1799 made this substance in the solid state by exposing dry slaked lime to chlorine gas, which it readily absorbs in large quantity. This was a discovery of great importance. Under the name of Bleaching Powder this solid chloride of lime continues to be the chief material used as a bleaching agent. This substance is commonly called chloride of lime, but as explained under BLEACHING POWDER its exact nature is still uncertain. The use of the lime in the compound is simply as a convenient means of transporting the chlorine, but no one has since been able to find a safer or better way of applying the chlorine to the bleaching of vegetable fibre. The bleaching action of this gas is supposed to result from its strong affinity for hydrogen, which it removes from the colouring matter and hence destroys it. In some cases the chlorine is believed to combine with the hydrogen of the water, forming a part of the colouring matter, thus liberating nascent oxygen, which has an energetic destructive action on organic bodies.
Bleaching of Cotton.—Cotton fibre as gathered from the seed contains some natural impurities, consisting of a kind of vegetable wax, margaric acid, pectic acid, and some other substances. These do not amount to more than 5 per cent. of its weight, and could be easily removed. But calico from the loom contains troublesome artificial impurities, often amounting to one-fourth of its weight. These chiefly consist of weavers' size, which is made up of starch, tallow, soap, and other ingredients. Oil from the machinery is also present. Before bleaching it is customary to singe calico so as to remove all projecting filaments. This is done by passing the cloth over a red-hot half cylinder of copper, or over a row of gas-jets. Sometimes a flame of carbonic oxide from a coke furnace is used along with heated copper, and another plan has been quite recently proposed—viz. to singe the calico by means of a metal bar or rod kept at a red heat by electricity.
The actual stages in the bleaching of cotton cloth which is to be printed are these: (1) Washing after the singe; (2) Boiling with lime in bowking kier; washing again; (3) Souring with sulphuric or muriatic acid, called the lime sour or gray sour; washing again; (4) Boiling with soda ash and resin; washing again; (5) Chemicking—i.e. treating the calico with solution of chloride of lime; (6) Souring with sulphuric or muriatic acid, 'white sour'; final washing.
Washing-machines.—For the repeated washings, the old dash-wheel is still to some extent used, and is a very efficient machine, but the operation can be got through in much less time by some more recent machines. One of these consists of a pair of squeezing rollers with suitable framework placed over a cistern, through which there is a continuous flow of clean water. The pieces of calico, joined at the ends, pass in a rope-like form between these rollers, descend into the water, pass round a submerged roller, and return to the pressure rollers, from which they again descend to the cistern. In this way, guided by a rail with pegs, the calico travels round in a spiral direction, descending and ascending till the operation is finished.
Bowking Kiers.—Barlow's high-pressure bowking kiers, which are much used, are worked in pairs. Each is a cylinder of boiler-plate large enough to contain 3500 lb. of calico, or about 40,000 yards of medium thickness. They are shown in annexed figure, one in section and the other in elevation. The pieces of cloth, sewed together in one length, after being passed through milk of lime, are introduced into the kiers through the manholes at M, M. A perforated plate, P, at the bottom of each kier supports the calico, which is piled up in regular layers. Two pipes, A and B, connect the kiers K 1 and K 2, the pipe A joining the top of K 1 to the bottom of K 2, and the pipe B joining the top of K 2 to the bottom of K 1. Communication between the kiers can be opened or closed by valves at V V, and in the centre of each there is a vertical perforated pipe T, called a 'distributor.' When they are filled the calico is held in its place by a grid on the top, and then high-pressure steam is admitted through the valves. The steam issues through the perforations of the distributor, and impinging against the calico, forces downwards the lime-water, which is let off by the stopcocks SS, on the bottom pipes.
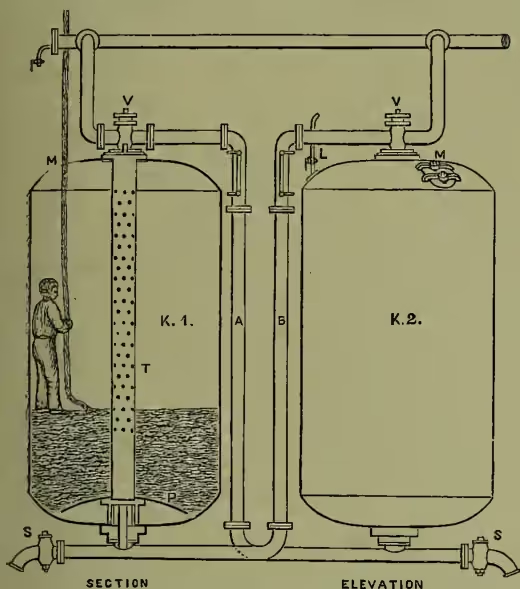
When the lime-water is all run off, the exit pipes are closed, and thin milk of lime is admitted by the pipe L to one of the kiers. High-pressure steam is again admitted, which forces the liquor through the cloth to the bottom of the first, and onwards through the connecting pipe to the distributor of the second kier, from which it gets into the folds of the calico. When all the lime liquor has been forced from one kier to the other, the steam is shut off the first kier, and admitted to the second, by which the process is reversed. For about eight hours this alternate forcing of the liquor from one kier to the other is continued, after which the pieces are washed.
A low-pressure bowking kier with differently arranged details is preferred by some bleachers to Barlow's method.
Remarks on the Process.—Boiling the cloth with caustic lime after the singeing, came into use as a distinct operation in bleaching about 1820. The length of time occupied and the proportion of lime employed have varied at different times. At an early period one part by weight of slaked lime to a hundred of the cloth, with boiling for an hour or two, was thought sufficient; but now five or six times that quantity of lime is used, and the boiling is made more effective by being done under pressure.
The action of the lime is to decompose the fatty bodies, naturally present or imparted to the cloth. With these it forms an insoluble lime-soap which adheres to the fabric. If potash or soda were used, the soap formed would be soluble in water; but in practice an unequal distribution of the resulting fatty soap occurs, which could not be removed from the cloth without prolonged treatment. Accordingly, although no good theoretical reason for first forming a lime-soap appears very plain, the practice is universal. The calico after being washed with water is 'soured'—i.e. treated with weak sulphuric or muriatic acid, which combines with the lime to form soluble compounds readily washed away with water. This leaves the solid fatty acid adhering to the cloth, but now in the free state, when it readily combines with soda to form a soap soluble in water.
For this purpose, in the fourth operation, the soda is generally used in the form of a rosin-soap made by boiling rosin in solution of soda ash. This soap readily takes up the fatty acids which have been liberated by the souring treatment. The quantity of rosin used is not nearly enough to saturate all the soda, so that there is ample left to combine with the fatty acid, giving, when boiled with the cloth, a solution of mixed fatty and rosin soaps. The boiling lasts from six to twelve hours. A thorough washing gets rid of the soapy solution, and the cloth is then ready for treatment with solution of chloride of lime.
This is the fifth operation, and is called 'chemicking.' The cloth is drawn through a weak solution of bleaching powder, made by stirring the powder through a large quantity of water and allowing it to settle till clear. The clear solution is then diluted with water till the specific gravity is about half a degree Twaddell, or 1.0025. The cloth is left in this solution till thoroughly impregnated, and in some cases for a longer period, when the excess of bleaching liquor is pressed out by rollers. The calico is then passed through a weak acid bath, similar to that used after the lining operation, to liberate the chlorine from its combination with the lime, so as to allow of its full bleaching action. It is now only necessary to wash the lime compound thoroughly out of the fibre, and then the bleaching process is finished.
The Mather-Thompson bleaching process is Thompson's process, in which, instead of stronger acids, carbonic acid is used to liberate the chlorine from bleaching powder solution of about one-half the usual strength, adapted to W. Mather's continuous bleaching apparatus, based on a series of patents taken out in 1884 and 1885. The object of the chemical part of this mode of bleaching is to minimise the tendering of the cotton fibre. For a detailed description of the process see the Engineer journal for March 19, 1886.
Bleaching of Linen.—Flax fibre from which linen cloth is made, contains a much larger amount of natural impurities than cotton. At least it contains a greater proportion of other bodies than the useful part of the fibre. Again, water-steeping or retting, which is the first stage in the preparation of flax, darkens its natural colour. The impurities may amount to nearly one-third of its weight, and are chiefly mucilaginous bodies and dark-coloured resins. It follows that the bleaching of linen is a much more tedious process than what is required for cotton, and the machinery used differs considerably. Still the principle of both processes is the same. Exposure on grass, called 'crofting,' being to some extent necessary for linen, the bleaching of it can only be satisfactorily conducted at some distance from large towns. The bleaching lime and acid solutions require to be more dilute for linen than for cotton, because flax fibre is more easily destroyed by chemical agents.
Bleaching of Jute.—This fibre differs in its nature from cotton and linen since it does not consist of ordinary cellulose, but a more complex form of this body, in its composition, and called bastose. Jute can be easily bleached by permanganate of potash, but this is too expensive to be used on the large scale. In the laboratory it can be bleached by suspending it over phosphorus in a damp atmosphere, the oxygen of which is thus converted into Ozone (q.v.). Chloride of lime cannot be employed as such for the bleaching of this fibre, which is more easily injured by chemical agents, and especially acids, than linen. Chloride of lime, mixed with an equivalent quantity of sulphate of magnesia, and both dissolved in water, is used as a 'chemick' bath for jute. Another bleaching liquor for this textile material contains sodium hypochlorite, obtained by the decomposition of chloride of lime with soda.
Bleaching of Paper.—Rags, esparto grass, straw, wood, jute, and other materials, are used for making paper, and these are usually bleached in the state of half stuff—i.e. after they have been so far reduced in the beating engine. White papers are largely made of esparto mixed less or more with rags. The half stuff is bleached with chloride of lime, which is subsequently washed out. Afterwards the paper material is generally treated with an 'antichlore,' consisting either of hyposulphite of soda or of hyposulphite of lime, to remove the last of the chlorine, which, if left, would rot the paper. Straw is easily bleached, but this is not the case with wood. When straw is used for making bonnets, it is bleached with sulphurous acid.
Bleaching of Wool.—Animal fibres, such as wool, hair, and silk, cannot be bleached by treatment with a solution of bleaching powder, because this substance would destroy them. Wool has naturally a coating of a peculiar substance, secreted by the sebaceous glands on the skin of the sheep, which dissolves to a considerable extent in water. 'Suint,' or 'yolk,' as this substance is called, is a complex fatty material partially saponified. It has a strong disagreeable odour, and contains a not inconsiderable quantity, varying with the kind of wool, of potassium salts. When wool is soaked in warm water, the natural soap in the suint is nearly sufficient for the removal of the whole of the fatty matter.
The process by which the suint is removed from wool is called 'scouring.' In this operation much heat or friction must be avoided, else, owing to its peculiar structure, the wool would felt, and, in consequence, many of the fibres would be broken in the carding or combing processes. The scouring of wool is effected in a bath of alkaline carbonates and stale urine, which, however, is also alkaline in its action, from the presence of carbonate of ammonia. Nevertheless, if the use of urine be dispensed with, and artificial carbonate of ammonia entirely substituted for it, the wool is left in a less favourable condition for spinning. Soap is sometimes added to the scouring mixture. Alkaline liquors require to be applied to wool in a dilute state. The soapy matters with which the wool becomes charged in the alkaline bath must be thoroughly washed out with clean water. There are a number of different machines in use for washing. The best kinds are those which agitate the wool least, and which, in their action, most nearly resemble washing in a natural stream.
The actual bleaching or whitening of wool is effected by the fumes of sulphurous acid (sulphurous anhydride), produced by burning sulphur in a close chamber or stove. Another process is to use the sulphurous acid in aqueous solution. This is got by dissolving a bisulphite such as the lime or soda compound, and adding acid. When wool or undyed woollen cloth is soaked in a strong solution of this substance, and then passed through a bath of weak muriatic or sulphuric acid, the sulphurous acid is liberated, and exerts its full bleaching action on the fibre of the wool. If wool is to be dyed a dark colour, it is not bleached in this way, but only scoured.
Bleaching of Silk.—Raw silk yields scarcely more than one-half of its weight of fibrine or true silk fibre. The other half consists of a kind of waxy material which stiffens the fibre, and is composed of albuminous, gelatinous, fatty, and resinous bodies along with a little colouring matter. Silk is first put through what is called an ungumming process, which consists of steeping it in very dilute muriatic acid, and afterwards washing away every trace of the acid. The silk is then boiled with a strong solution of olive-oil soap if it is to be made white, or oleic acid soap if it is to be dyed. This removes a large quantity of the extraneous matter. The boiling requires to be done with great care, so as not to injure the lustre and elasticity of the fibre. Sometimes it is boiled a second time in hemp bags in a weaker soapy solution than the first.
As in the case of wool the silk after the 'boiling' is exposed to the action of sulphurous acid.
A recent improvement in the bleaching of silk consists in treating it with peroxide of hydrogen. The following instructions regarding the process are given in a small work on dyeing by Mr W. Crookes, F.R.S. 'The articles to be bleached must be freed from all mechanically adhering dirt, grease, &c. This is effected according to the nature of the article, and of the impurities to be removed, by means of soap, ammonia, sulphide of carbon, ether, or alcohol. These cleansing agents must then be entirely removed, either by washing or by evaporation. A bleach-bath is then made up with the peroxide of hydrogen, either alone, or along with small traces of ammonia or of soda-lye. The silks are simply laid in this liquid, and left to steep as may be required. The process is accelerated by heat not exceeding 77° F. and by the light of the sun. The bleaching process may last from two to fourteen days. When it is completed, the silks are rinsed in condensed steam-water, and carefully dried.' This peroxide of hydrogen process is also applicable to the bleaching of hair, feathers, furs, and leathers intended for dyeing.
For reasons somewhat similar to the use of lime as a carrier of chlorine in bleaching powder, Messrs Jacobsen of Berlin in 1887 proposed the dry powder of peroxide of barium to supply a bleaching bath of peroxide of hydrogen. When the peroxide of barium is stirred in water, and acid added, peroxide of hydrogen is at once obtained; but when certain salts are added the decomposition proceeds slowly, and the rate of production can be so regulated as to produce in a limited time the effect desired. Silicate of soda is the salt generally preferred, since it is slightly alkaline, which favours the bleaching action. The proportions used are 1 part barium peroxide, and 1 part dry powdered silicate of soda stirred in 100 parts of water. For vegetable fibres a stronger solution may be used, but for animal tissues some caution is required to avoid production of too much free soda. Flax and jute can by this process be bleached in one or two days.
Bleaching of Wood.—Trials made in 1887 in the bleaching of wood for ornamental purposes by means of peroxide of hydrogen have proved very successful. The wood is cut up to the required thickness, which may be from one twenty-fifth to one-fifth of an inch, and immersed in a bath of this liquid kept alkaline by the occasional addition of ammonia. In a few days this thin boarding appears almost white and transparent. It dries without shrinking or losing strength. The grain and veining, it is said, lose nothing of their distinctness from being subjected to the process; the colouring only disappears.
For the bleaching action of charcoal, and especially animal charcoal, on organic colouring matters in solution—such as the watery extracts of barks for medical purposes, brown sugar, paraffin, and a few other bodies—see CHARCOAL.