Electro-metallurgy is the art of depositing, electro-chemically, a coating of metal on a surface prepared to receive it. It may be divided into two great divisions—electrotype and electroplating, gilding, &c., the former including all cases where the coating of metal has to be removed from the surface on which it is deposited, and the latter all cases where the coating remains permanently fixed. Gold, platinum, silver, copper, zinc, tin, lead, cobalt, nickel, can be deposited electrolytically.
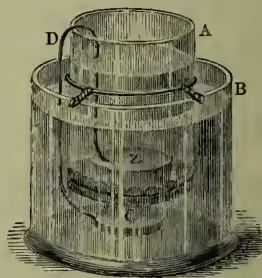
Electrotype is the art of copying printing type, woodcuts, seals, medals, engraved plates, ornaments, &c. by means of the galvanic current in metal, more especially copper. Suppose we wish to copy a seal in copper; an impression of it is first taken in gutta-percha, sealing-wax, fusible metal, or other substance which takes, when heated, a sharp impression. While the impression—say, in gutta-percha—is still soft, we insert a wire into the side of it. As gutta-percha is not a conductor of electricity, it is necessary to make the side on which the impression is taken conducting; this is done by brushing it over with plumago by a camel-hair brush. The wire is next attached to the zinc pole of a weakly charged Daniell's cell, and a copper plate is attached by a wire to the copper pole of the cell; or, as is now usual, the current required is supplied by Dynamo-electric Machines (q.v.). When the impression and the copper plate are dipped into a strong solution of the sulphate of copper, they act as the - and + electrodes. The copper of the solution begins to deposit itself on the impression, first at the black-leaded surface in the vicinity of the connecting wire, then it gradually creeps over the whole conducting surface. After a day or two on the old method— after a few hours when the magneto-electric is used—the impression is taken out; and the copper deposited on it, which has now formed a tolerably strong plate, can be easily removed by inserting the point of a knife between the impression and the edge of the plate. On the side of this plate, next the matrix, we have a perfect copy of the original seal. If a medal or coin is to be taken, we may proceed in the same way, or we may take the medal itself, and lay the copper on it. In the latter case, the first cast, so to speak, that we take of each face is negative, showing depressions where the medal shows relief; but this is taken as the matrix for a second copy, which exactly resembles the original. The adhesion between the two is slight, and they can be easily separated. The cell of a battery is not needed to excite the current. A galvanic pair can be made out of the object to be coated and a piece of zinc. The figure shows how this may be done. B is a glass vessel containing sulphate of copper; A is another, supported on B by a wire frame, and containing a weak solution of sulphuric acid. The glass vessel A is without a bottom, but is closed below by a bladder. A piece of zinc, Z, is put in the sulphuric acid, and a wire, D, coated with insulating varnish, establishes a connection between it and the impression, C, which is laid below the bladder. Electrotype is of the greatest importance in the arts; by means of it duplicates in copper of pages of type are obtained, as is done with this Encyclopaedia; engraved copper plates may be multiplied indefinitely, so that proof-impressions need be no rarity; woodcuts can be converted into copper; bronzes can be copied; and similar like applications are made of it too numerous to mention. By connecting a copper plate ready for corrosion with the + pole, and making it a + electrode, it can be etched with more certainty than with the simple acid, and without the acid fumes.
Electroplating.—This is the art of coating the baser metals with silver by the galvanic current. It is one theoretically of great simplicity, but requires in the successful application of it very considerable experience and skill. Articles that are electroplated are generally made of brass, bronze, copper, or nickel silver. The best electroplated goods are of nickel silver. When Britannia metal, iron, zinc, or lead are electroplated, they must be first electro-coppered, as silver does not adhere to the bare surface of these metals. Great care is taken in cleaning the articles previous to electroplating, for any surface impurity would spoil the success of the operation. They are first boiled in caustic potash to remove any adhering grease; they are then immersed in dilute nitric acid to dissolve any rust or oxide that may be formed on the surface; and they are lastly scoured with fine sand. Before being put into the silvering bath, they are washed with nitrate of mercury, which leaves a thin film of mercury on them, and this acts as a cement between the article and the silver. The bath where the electroplating takes place is a large trough of earthenware or other non-conducting substance. It contains a weak solution of cyanide of silver in cyanide of potassium (water, 100 parts; cyanide of potassium, 10 parts; cyanide of silver, 1 part). A plate of silver forms the + electrode; and the articles to be plated, hung by pieces of wire to a metal rod lying across the trough, constitute the - electrode.
When the plate is connected with the copper or + pole of a one or more celled galvanic battery, according to the strength required, or subjected to the magneto-electric current, and the rod is joined with the zinc or - pole, chemical decomposition immediately ensues in the bath, the silver of the cyanide begins to deposit itself on the suspended objects, and the cyanogen, liberated at the plate, dissolves it, re-forming the cyanide of silver. According, then, as the solution is weakened by the loss of the metal going to form the electro-coating, it is strengthened by the cyanide of silver formed at the plate. The thickness of the plate depends on the time of its immersion. The electric current thus acts as the carrier of the metal of the plate to the objects immersed. In this way, silver becomes perfectly plastic in our hands. We can by this means, without mechanical exertion or the craft of the workman, convert a piece of silver of any shape, however irregular, into a uniform plate, which covers, but in no way defaces, objects of the most complicated and delicate forms. When the plated objects are taken from the bath, they appear dull and white; the dullness is first removed by a small circular brush of brass wire driven by a lathe, and the final polish is given by burnishing. The process of electro-gilding is almost identical with that of electroplating. Success in either is attained by proper attention to the strength of the battery, the strength of the solution, the temperature, and the size of the + electrode. See George Gore's Electro-metallurgy (1877) for a sketch of the art—from Wollaston's application of the principle of the voltaic pile to the deposition of one metal upon another (1801), on to subsequent application of that principle by Bessemer (1834), Jacobi (1838), Spencer (1839), and the Elkingtons (1838); also G. E. Bonney, The Electroplater's Handbook (1891).