Soda. In its widest sense the manufacture of soda embraces a chain of operations which includes the making of Sulphuric Acid (q.v.), sulphate of soda, Hydrochloric Acid (q.v.), Bleaching Powder (q.v.), caustic-soda, soda-ash (alkali), and crystals of soda (washing-soda). From some of these processes valuable by-products are also obtained, such as iron, copper, and even silver from the pyrites, after the latter is burned to yield the sulphur required to make the sulphuric acid. This sulphur is now recovered on a very large scale from exhausted black-ash by Chance's process.
Formerly most of the soda of commerce was extracted along with other products from the ashes of certain seashore plants (see BARILLA, and KELP). Natural carbonates of soda (sodium carbonates) are found in different parts of the world, and in some places are worked for use. See SODIUM. The quantity of soda obtained from all other sources is, however, now quite insignificant in comparison with that produced by the decomposition of common salt (chloride of sodium). This manufacture occupies the chief place among British chemical industries, and is conducted on a gigantic scale. Two processes are employed for obtaining soda, one of these being known as Leblanc's and the other, which is of comparatively recent date, as the Ammonia-soda process.
Leblanc's process was first made known to the world by a commission of the French republic in 1794, although dating some years earlier. It has been one of the most valuable discoveries in the entire range of chemical manufactures, and has been practised for a century without any important alteration. The author of this invention reaped no benefit from it himself, but spent the last of his days in an hospital, 'a wreck in fortune, health, and hope.' Owing partly to the war between France and England, and partly also to the existence of a duty of £30 per ton on common salt, which continued for eight years after the close of the war, Leblanc's process was not adopted in Great Britain except on a very limited scale till 1823. After the repeal of the tax in that year Mr James Muspratt erected his celebrated works at Liverpool, adopted the process in its entirety, and succeeded, after overcoming many difficulties, in establishing this great industry in Great Britain. The object of the process is (1) to convert common salt by the action of sulphuric acid into sulphate of soda (sodium sulphate); (2) to reduce this sulphate to the sulphide of sodium by the abstraction of oxygen; and (3) by certain reactions, in which carbonate of lime (calcium carbonate) takes part, to produce either carbonate of soda (sodium carbonate) or caustic-soda. The several stages are as follows.
Production of Salt-cake or Sulphate of Soda (Sodium Sulphate).—The decomposition of common salt is effected by treating it with sulphuric acid, which converts it into sulphate of soda and hydrochloric acid, thus:
| Chloride of Sodium (Common Salt) |
+ Hydrochloric Acid. | Hydrated Sulphuric Acid | + Sulphate of Soda. |
|
{ Sodium Chlorine { Water { Hydrogen { Oxygen |
{ Sulphuric Acid { Sulphuric Acid |
||
The reaction is represented by the equation
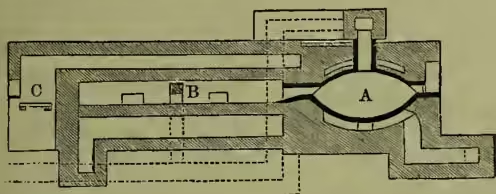
This operation was long conducted in a reverberatory furnace, which allowed the gaseous hydrochloric acid produced to escape into the air, to the destruction of all vegetation in the neighbourhood. Fig. 1 will serve as a diagram to explain the nature of the salt-cake furnace, called a blind-roaster or muffle-furnace, for making salt-cake. A is the iron pan in which the charge of common salt and sulphuric acid is first placed, and B is the muffle in which the calcination of the half-finished sulphate is completed, the charge being raked from A into B. The fire (C) heating the muffle is so placed that the fire gases do not get inside, but heat it by external flues. Usually the pan is heated by a separate fire, but in some instances by the waste heat from the muffle fire. The gaseous hydrochloric acid evolved during the time the reaction between the salt and the sulphuric acid is going on in the pan is sometimes led away to a separate condenser; but if a comparatively pure acid is not required then the gases from both pan and muffle go into the same condenser.
In the case of the open roaster, an older kind still used, there is a direct opening from the fire into the bed of the furnace, which is then of an ordinary reverberatory type (see COPPER, fig. 1, and LEAD, fig. 1), with the pan placed at the end as in the blind-roaster; but in this case the pan has always a separate fire. Coke is generally used for fuel in the open roaster, and with it the pan gas is usually separately condensed. Each of these kinds of furnaces has its advantages and disadvantages. The usual charge for open roasters is about 9 cwt. of common salt, and for close roasters one-half more. With the equivalent quantity of sulphuric acid 100 parts by weight of pure chloride of sodium would theoretically yield 121.45 parts of sulphate of soda, but in practice only about 110 are obtained, owing to the presence of moisture in the common salt. The specific gravity of the sulphuric acid employed varies from 1.700 to 1.720.
Rotating furnaces for making sulphate of soda have been introduced in recent years, the one patented in 1875 by Jones and Walsh being the first which came into actual operation. It has since been improved by the patentees and others, and is now in use at several large alkali-works. Fig. 2 is a diagram of this furnace. It consists of a rotating iron pan, 16 feet and upwards in diameter, placed in a chamber arched over with firebrick. From the fireplace at one side the fire gases pass over the surface of the charge to the flue at the other side. The salt is admitted by a hopper closed by a balanced cone, and there are lead-pipes for admitting the sulphuric acid at the edge of the pan. Fixed stirrers or ploughs are used for turning over the charge, which, in the largest sized pans, is now sometimes as much as 25 tons of common salt, and this with 20 tons of sulphuric acid gives 27 tons of sulphate of soda every twelve hours. Gas from a producer is sometimes used to heat the furnace, and a self-acting method of emptying the pan was patented by the inventors in 1880. There is a great saving of manual labour by the use of this furnace. Sulphate of soda, although chiefly consumed as an intermediate product in alkali-making, is used by itself in glass-making, in the manufacture of ultramarine, for cold-producing mixtures, and for making various chemicals.
From any of these salt-cake furnaces the hydrochloric acid gas is led away by pipes or flues to condensing towers sometimes 100 feet high, and filled with pieces of coke. The acid vapour enters at the bottom of the tower, and in ascending through the piled coke meets with a descending stream of water from the cistern on the top by which it is absorbed, and flows away as liquid acid through a pipe at the base of the tower to stock-cisterns. Strong hydrochloric acid, which is chiefly used in the manufacture of Bleaching Powder (q.v.), is easily obtained by good condensing appliances either from the rotatory pan furnace or from the pan of a stationary furnace, but the acid from the roaster gas is usually weak. The Alkali Acts of 1863 and 1874 make the condensation of nearly the whole of the gaseous hydrochloric acid produced at soda-works imperative.
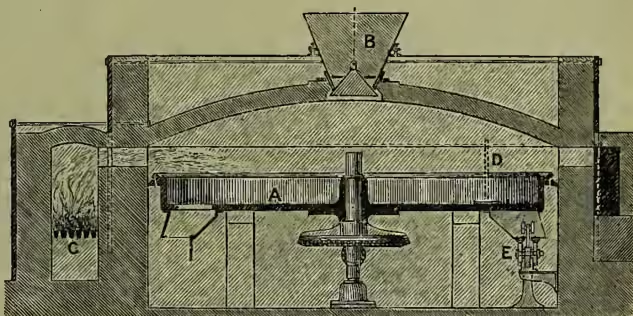
A, iron pan for containing charge; B, hopper, with balanced cone for charging; C, fireplace; D, one of the stirrers; E, self-acting arrangement for discharging pan.
Conversion of the Sulphate of Soda into Black-ash.—The sulphate of soda is roasted with coal and limestone to produce crude carbonate of soda. In this operation the oxygen of the sulphate combines with carbon furnished by the coal to form carbonic oxide, which escapes into the air. The remaining sodium sulphide interchanges combinations with the carbonate of lime (limestone), forming carbonate of soda, easily soluble in water, and calcium sulphide, which is insoluble. The action of the carbon in reducing the sulphate of soda to the sulphide is shown by the equation
The further change which occurs is thus represented:

The proportions of the materials as now used are the same as those first recommended by Leblanc—viz. sulphate of soda, 100 parts; carbonate of lime (limestone), 100 parts; carbon (charcoal), 55 parts. But as coal is employed in England instead of charcoal, the quantity used is generally 75 to 100 of each of the other two ingredients. The ‘balling furnace’ used in this operation is shown in fig. 3. It has two beds, the one being raised a few inches above the other. F is the fireplace, the waste heat from which is usually employed in boiling down the tank liquor or soda-lye as indicated in the section. The charge of about 8 cwt. of the above mixture is thrown into the bed, A, of the balling furnace, after it has been raised to a bright red heat, and remains till it becomes sufficiently heated throughout the whole mass. It is then transferred to the fluxing bed, B, which is next the fire, and exposed to a higher heat, when it shortly begins to soften and flux into a mass like dough. In about fifty minutes the charge is withdrawn in a red-hot state by the working door, and received into iron barrows, where it solidifies into blocks of crude soda, termed ball soda or black-ash.
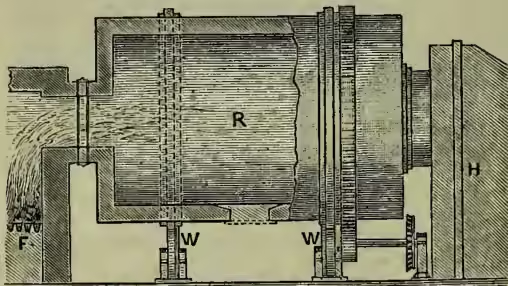
Black-ash is now extensively made in a revolving furnace, which does away with the arduous manual labour required in a stationary furnace, and which was first patented in 1853, though many difficulties had to be overcome before it became a success. Mr J. C. Stevenson, of the Jarrow Chemical Works, after much labour succeeded about 1870 in establishing its superiority over the older kinds of balling furnaces. A longitudinal section of this furnace is shown in fig. 4. It is either cylindrical or barrel-shaped, about 18 feet long and 10 feet in diameter, lined with firebrick. The furnace is driven by steam and the necessary gearing, a spur-wheel being placed round and fixed to the cylinder, which turns on friction rollers. At one end it is furnished with a large fireplace, the fire gases from which pass through the 'barrel,' and onwards to heat the boiling-down pans, which are placed at the opposite end and arranged much in the same way as in the stationary furnace. The larger-sized revolving furnaces produce 30 tons of black-ash in twenty-four hours.
Lixivation of the Black-ash.—The crude soda so named requires to be porous, so that water will easily penetrate the broken lumps of it when placed in iron tanks. Formerly a series, say of four of these, was placed in a step-like arrangement in which the lowest contained the fresh black-ash and the highest that which was nearly exhausted of its soda. Fresh water flowed in at the top, and, as it dissolved out the soda, became gradually stronger in descending from tank to tank, till it reached its full strength in the lowest one. A more recent plan is to have the tanks all on a level and communicating with each other by tubes; but the exhaustion of the black-ash takes place in a similar way. Weak soda liquor is present in the tank with the nearly exhausted ash, and strong liquor in the one containing fresh black-ash, while the other two have liquors of intermediate but unequal strengths. The level of the liquor differs in each, being highest where weakest and lowest where strongest. When communication is opened between these tanks circulation is caused by hydrostatic pressure. The soda liquor from the black- ash is treated differently, according to whether soda-ash or caustic-soda is to be made from it.
Caustic-soda.—As the tank liquor consists of a strong solution of carbonate of soda, it requires to be diluted before it can be causticised with lime. Long iron cylinders contain this lime is placed, and at the same time it is heated and agitated. After being allowed to settle, the clear liquor is drawn off and pumped into liquor-settlers, the lime mud in these being saved and used in the black-ash furnace. Several iron concentrating cisterns are successively used with the aid of heat to bring up by degrees the causticised soda liquor to the required strength. From the last of these cisterns (boat-pans) the liquor, having a specific gravity of 1.550, is run into cast-iron pots, each of a capacity of 10 tons, which are heated by strong fires, and here the concentration of the liquor is completed, and the caustic-soda ladled into sheet-iron 'drums' containing 6 cwt. each. On cooling it solidifies into a white mass of sodium hydrate or caustic-soda, NaOH, which is now manufactured in large quantities, containing as much as 77 per cent. of sodium monoxide, Na2O. During the concentration nitrate of soda is used to decompose any sodium sulphide present in the liquor. Caustic-soda is most largely used in soap-making and paper-making, but also in the manufacture of some coal-tar dyes and oxalic acid.
Soda-ash.—When this substance (carbonate of soda) and not caustic soda is to be made, the black-ash liquor is differently treated. In referring to the black-ash furnaces (see figs. 3, 4) it has been stated that their waste heat is used to boil down the black-ash liquor. As the concentration of the liquor proceeds granular crystals of soda are deposited and scraped out into drainers. When heated these crystals yield soda-ash; but impure soda remains in the boiling-down vessel. This soda, which is mostly carbonate but also contains caustic-soda and sodium sulphide, is mixed with some sawdust and evaporated to dryness. The black-salt, as this residual substance is called, is then heated in a carbonating oven in which the burning off of the sawdust generates carbonic acid, and this converts the caustic-soda and sodium sulphide present into carbonate, and soda-ash is the result. The composition of commercial soda-ash is very variable, but it frequently contains about 80 per cent. of the carbonate, the remainder consisting of other compounds of sodium and small quantities of other substances. None of these, however, interfere with its use for the purposes for which it is usually employed. When it is sold the available percentage of soda (sodium oxide or Na2O) is quoted. For certain purposes soda-ash is refined by dissolving, settling, evaporating, and calcining. It is then called refined or white alkali, which should be free of caustic-soda and contain no trace of sodium sulphide, sodium sulphite, or of iron.
Crystals of Soda, Washing-soda, Na2CO3, 10H2O.—The soda-ash used for making soda-crystals is previously calcined and dissolved in hot water in iron vessels, the solution being then allowed to cool.
From this solution large crystals of almost pure carbonate of soda separate. Ordinary washing-soda consists of these crystals, which are of uniform composition and easily dissolved. They contain ten molecules of water—that is to say, they are composed of 37 per cent. of carbonate of soda and 63 per cent. of water. Crystal soda being quite free from caustic-soda and other compounds acting on the skin, the hands of washerwomen suffer less from it than from other kinds of alkali.
Bicarbonate of Soda, .—As will be presently explained, this salt is now prepared on a large scale as a stage in the ammonia-soda process. See SODIUM.
Sulphur Recovery.—The recovery of sulphur from the exhausted black-ash, which forms the waste heaps of the alkali-maker, is now, after many unsuccessful attempts to do so economically, practised on a large scale by Chance's process patented so recently as 1888. This residue, as has been stated, is essentially calcium sulphide, which when brought into contact with carbonic acid in the presence of water is converted into carbonate of lime, and sulphuretted hydrogen is liberated. The practical difficulty had long been the getting of hydrogen sulphide in a sufficiently concentrated state. Mr Chance's process is as follows: The vat mud (black-ash waste) has the coarser extraneous pieces removed by a sifting process, and is then made into a creamy consistency with water. In this state it is distributed into a series of cylindrical iron vessels for the purpose of having carbonic acid passed through it. These cylinders have three main pipes passing over them, with branches to each. By one pipe the carbonic acid is introduced at the bottom of the liquid, and the other two lead the gases away from the top of the cylinder.
The carbonic acid is produced in a limekiln, and passes, unavoidably mixed with nitrogen, into the cylinders, which successively become richer in sulphur compounds. The result is that for a time little else than nitrogen comes away from the last cylinder. But when the reactions in the cylinders are completed the final vessel of the series gives off gas rich in sulphuretted hydrogen. By means of stopcocks one of the pipes at the top of each cylinder conveys the nearly unmixed nitrogen to an open chimney, and the other takes the rich mixture of nitrogen and sulphuretted hydrogen to a gasholder. When the carbonic acid from the limekiln passes into the first cylinder containing the black-ash waste, carbonate of lime is produced with evolution of sulphuretted hydrogen, . The latter passes on with the excess of nitrogen into the second cylinder, where there is formed sulphhydrate of calcium, , which is a compound of and . In this way we have the sulphur concentrating from first to last in the series of cylindrical vessels until it is finally expelled as sulphuretted hydrogen gas. In the process the carbonic acid combines with the calcium of the sulphhydrate, giving off the two atoms of sulphur as , so that for a given amount of carbonic acid used we get a double quantity of sulphur. All the time the vessels at the beginning of the series remain unsaturated, the nitrogen, amounting to about 70 per cent. of the gases pumped in, passes away in pipes, and is allowed to escape. It contains little or no sulphur; but by-and-by the gas in the vessels consists of from 30 to 35 per cent. of sulphuretted hydrogen and from 1 to 2 per cent. of carbonic acid, the remainder being nitrogen. This mixed gas is collected in a gasholder to enable it to be treated as required. The carbonated mud left in the vessels is drained, and used in place of limestone in the black-ash furnaces, so that any soda this dried mud contains is recovered.
The sulphur is obtained from the gas in the gasholder in a very pure state in cakes and flowers of sulphur by this operation. A definite mixture of the sulphuretted hydrogen (present in this gas) and air is passed through a layer of anhydrous oxide of iron in a Claus kiln, the oxygen present being only enough to unite with the hydrogen (of the ) to form water, the sulphur being set free. Iron oxide has the power of producing the combination without itself suffering change, the bed of this material becoming (without the use of fuel) sufficiently hot, by the chemical change which goes on, to volatilise the sulphur vapour along with the steam produced. The change is represented by the formula . But the sulphuretted hydrogen may also be itself burned to make vitriol, which is obtained of the same purity as when made from sulphur.
The Ammonia-soda process has within the last few years come into competition with and threatens to supersede that of Leblanc. It is based on the mutual reaction which takes place at ordinary temperatures between common salt and bicarbonate of ammonia in strong aqueous solutions. The sodium of the salt combines with the carbonic acid and the chlorine with the ammonia, giving bicarbonate of soda, which is insoluble, and chloride of ammonium, which remains dissolved in the liquid, thus:
The ammonia is recovered from the chloride and one-half of the carbonic acid from the bicarbonate for future use. Where possible natural brine is used, and this is brought to a specific gravity of nearly 1200, either by the addition of salt if too weak or by adding water if too strong. Ammonia in the free gaseous state is now passed into the brine until the required quantity is present, which is known by the amount of increase in the volume of the liquid. The ammonia enters a mixing tank under a perforated diaphragm, and the liquid is kept in agitation. A great rise of temperature is caused by the condensation of the gaseous ammonia, and this necessitates the running of a stream of water through a coil of piping inside the mixer to keep the heat as low as possible. The brine in running off passes through a filter to retain solid impurities, and then through another worm of piping surrounded by cold water. To form the bicarbonate of soda the ammoniacal brine requires to be saturated with carbonic acid. Air-pumps draw the carbonic acid from a limekiln and force it (after being properly cooled) at a pressure of nearly two atmospheres in at the bottom of a tower 50 feet high, which is kept nearly full of the liquid. This tower has perforated plates at every three feet of height to make sure that the gaseous bubbles are spread equally through the liquid. Every half-hour some of the pasty mixture in the tower is run off at the bottom. This is full of the small crystals of bicarbonate of soda, and these are separated by running the mass over a wire-gauze filter covered by a cloth, a vacuum being maintained below. The bicarbonate of soda on the filter is nearly pure, and the liquid which passes through is ammonium chloride. The bicarbonate thus obtained is washed with water and carefully dried in apparatus of which there are various forms. As there is a comparatively limited demand for this kind of soda, it is afterwards heated in close vessels in which half of its carbonic acid is given off, thereby reducing it to the normal or common carbonate of soda (soda-ash). The gas given off is pumped back to the tower and used along with the kiln gas for carbonating fresh material. To expel any ammoniacal salts adhering to the carbonate of soda and render it denser for packing, the heat is continued until fusion takes place. The ammonia is recovered from the liquid filtered from the bicarbonate of soda by heating it with lime. After the ammonia is driven off by heat the remaining liquid is calcium chloride, which is generally run to waste.
See Lunge's Treatise on the Manufacture of Sulphuric Acid and Alkali (1880); Diagram, with Key of the Leblanc Soda Process, by J. J. Miller, 1891 (for students); Journal of Chemical Industry (vol. for 1888), containing a paper by Mr Chance on Sulphur Recovery.