Sulphide of Silver, .—The strong affinity silver has for sulphur is seen from the readiness with which it blackens in an atmosphere containing sulphuretted hydrogen. A silver coin can be easily darkened by rubbing it with sulphur or by placing it in contact with vulcanised india-rubber, which contains sulphur. Sulphide of silver can be prepared by melting together silver clippings and sulphur in a covered crucible. It is also formed when sulphuretted hydrogen or a soluble alkaline sulphide is added to an aqueous solution of a salt of silver, the silver sulphide precipitating as a black powder. The tarnish on silver articles which from their nature cannot be easily rubbed with leather and rouge or brushed can be readily removed by an aqueous solution of cyanide of potassium; but as this salt is poisonous the article should be afterwards carefully washed. Silversmiths perfectly restore the original white colour to darkened silver objects by heating them in contact with carbonate of soda and nitre. Statuettes and other art objects in silver are frequently 'oxidised,' as it is called. This is really darkening their surface more or less by a film of sulphide produced by immersing them in a hot solution of sulphide of potassium. The prominent parts are then brightened by brushing or otherwise. The native compounds of silver and sulphur (ores) are noticed below.
Chloride of Silver, .—This salt is prepared by adding to an aqueous solution of the nitrate of silver either hydrochloric acid or chloride of sodium (common salt), when a thick, white, curdy precipitate of the chloride is thrown down. The precipitate requires to be washed and dried in the dark, and it is then an anhydrous white powder. When fused and allowed to cool it becomes waxy and hornlike, in which state it is translucent or even transparent in thin plates. In this massive condition it is still sometimes called by the old name of horn silver or luna cornea, whether native or artificially prepared. Chloride of silver is very insoluble in water, so that an extremely small proportion of silver may be detected in water by the formation of chloride. It dissolves in ammonia-water and cyanide of potassium or sodium. When a solution of chloride of silver in ammonia-water is boiled a fulminating compound is deposited; but this can be avoided by evaporating the solution at a gentle heat, by which treatment scales of the chloride separate. As commonly prepared, chloride of silver blackens by exposure to daylight. Native chloride of silver is an important ore of the metal, and is referred to below. So also are the native compounds of silver with bromine and iodine.
Cyanide of Silver, , is obtained by precipitation as a white powder when hydrocyanic acid or cyanide of potassium is added to an aqueous solution of nitrate of silver. It is insoluble in water, but aqueous solutions of ferrocyanide of potassium, hyposulphite of soda, and ammonia and some of its salts dissolve it. It forms double salts with various metallic cyanides, one of these, the argentocyanide of potassium, being of great service in Electro-metallurgy (q.v.). Mr A. Wright, surgeon, Birmingham, first applied this salt to electroplating, his invention having been bought and patented by the Messrs Elkington in 1840.
Nitrate of Silver, , is one of the most important salts of the metal. It crystallises in colourless tabular plates belonging to the prismatic system, has a specific gravity of 4.355, and fuses at a low temperature, forming after solidification the lunar caustic used as an escharotic by surgeons. If during fusion the temperature is allowed to rise above () the salt is decomposed. Nitrate of silver dissolves in rather less () than its own weight of water at (), and is more soluble at higher temperatures. It is prepared by dissolving silver in moderately strong nitric acid with the aid of heat, and has a very bitter taste. Unless in contact with organic matter, nitrate of silver is not blackened or discoloured by the action of light. An ink for marking linen or cotton is prepared by dissolving 2 parts by weight of nitrate of silver and 1 part of gum-arabic in 7 parts of water, a little Indian ink being added. For the use of nitrate of silver in taking photographic pictures, see PHOTOGRAPHY. Black stains upon the hands or upon linen caused by nitrate of silver may be removed by a strong solution of iodide of potassium, or more efficiently by cyanide of potassium, which, however, is poisonous. When phosphorus is kept immersed in an aqueous solution of nitrate of silver the metal is reduced. This supplies a means of coating delicate objects with a film of silver. The article is dipped for a moment in bisulphide of carbon containing of its weight of phosphorus in solution. As the bisulphide evaporates, phosphorus is left in a state of fine division over the surface of the object, which is then dipped into an aqueous solution of nitrate of silver, from which silver is reduced by the phosphorus. Such objects as insects, feathers, and lace can be thus coated with silver, but adroitness is necessary, as finely-divided phosphorus takes fire spontaneously.
Sulphate of Silver, .—This salt is formed either by adding sulphate of soda to an aqueous solution of nitrate of silver, when it is thrown down as a precipitate, or by boiling granulated silver with sulphuric acid. The process for 'parting' an alloy of silver and gold by sulphuric acid is referred to below.
Silver can be removed from old plated articles by boiling them in a menstruum of 3 lb. of sulphuric acid, 1 lb. of water, and oz. of nitrate of potash. The silver in the solution is then precipitated as the chloride, and from this the metal is recovered.
ORES OF SILVER.—Native Silver occurs in many forms and in numerous localities. It crystallises in the cubical system. Some specimens are of dendritic or arborescent form; others are found in laminae or foil; others again are massive, or occur in grains or specks disseminated through veinstone of different kinds. Native silver is usually associated with other ores of the metal. All native gold contains more or less silver, and when the proportion of the latter reaches about 20 per cent. the native alloy is called electrum. The amount generally varies between 3 and 25 per cent., but some of the specimens of pale gold found in Transylvania contain 38 per cent. of silver. In Europe native silver has been found most largely at Kongsberg in Norway, where the mines have been worked since 1623. Most of the silver produced by these mines has been obtained in the native state. Some very heavy single pieces have been found; one in the Copenhagen Museum weighs 560 lb., but another lump was dug out nearly three times as heavy. At Freiberg in Saxony a mass weighing 140 lb. was once obtained. A mineral vein on Silver Islet, Lake Superior, contains much native silver; and at Minnesota, on the same lake, the native copper is sometimes studded with native silver in the form of lumps, or grains, or stringy pieces. Native silver is or was abundant in the great Comstock lode in Nevada, and is common in the silver lodes of Mexico, Chili, and Peru.
Argentite, Silver Glance, Vitreous Silver, Sulphide of Silver.—A large amount of silver is obtained from this ore, which is abundant in Mexico and in the deep part of many mines in Chili. It occurs in the Comstock lode, Nevada, and sparingly in some European mines, including some in Cornwall. Argentite crystallises in the cubical system, and when pure contains 87 per cent. of silver and 13 of sulphur.
Stephanite, Brittle Silver Ore, Sulph-antimonite of Silver, is another important ore of silver. It is found accompanying other silver ores in a number of the well-known metalliferous mines of Europe, including those at Freiberg in Saxony, Andreasberg in the Harz, and in Bohemia and Hungary. It is also one of the minerals mined in Mexico and Peru. It crystallises in the prismatic system, and when pure contains 71 per cent. of silver, 13 of antimony, and 16 of sulphur.
Pyrrargyrite, Dark Red Silver Ore, Sulph-antimonite of Silver.—This ore is found in the same European localities as Stephanite, and likewise occurs in Mexico, Chili, Idaho, and Nevada. Small quantities of it have occasionally been got in Cornwall. Crystallising in the rhombohedral system, it often forms like Proustite, to be presently referred to, a very beautiful mineral of a blood-red colour, which, however, darkens by exposure to light. When pure, pyrrargyrite contains 60 per cent. of silver, 22 of antimony, and 18 of sulphur.
Proustite, Light Red Silver Ore, Sulph-arsenite of Silver, is, like the last, a rich silver ore, and crystallises in the same system. It is found in some of the same mines in Saxony and Bohemia, and in one or two places in France and Spain. Some of the silver-mines in Mexico, Chili, and Nevada are also localities for it. When pure it contains 65 per cent. of silver, 15 of arsenic, and 19 of sulphur.
Stromeyerite, Sulphide of Silver and Copper.—The cupriferous silver ores of Chili are said to consist chiefly of this mineral, but it is usually so intimately mixed with felspathic vein-stuff that it is difficult to separate pure pieces. It is also found in Arizona, California, Silesia, and Siberia. In its pure state its composition is silver 53.1, copper 31.1, and sulphur 15.8 per cent.
Chlorargyrite, Cerargyrite, Kerate, Horn Silver, Chloride of Silver.—The most important localities for this valuable ore are Nevada (White Pine District), California, Idaho, Arizona, British Columbia (Fort Hope), certain districts in Mexico, Chañarcillo in Chili, and in the Silverton district and Barrier Ranges in New South Wales. But it also occurs, though for the most part sparingly, at Kongsberg in Norway, Allemont in France, the Saxon and Harz mining districts, and in one or two Cornish mines. It crystallises in the cubical system, but is usually massive with a wax-like appearance. It is malleable and sectile. This ore when pure contains 75 per cent. of silver and 25 of chlorine.
Embolite, Chloro-bromide of Silver, is the chief ore obtained in the mines of Chañarcillo in Chili, but it is believed that much of the ore called chloride of silver is really this mineral. Embolite contains from 61 to 68 per cent. of silver with variable proportions of chlorine and bromine.
Bromite, Bromyrite, Bromargyrite, Bromide of Silver.—This is the chief constituent of a silver ore found in a few Mexican mines, and it also occurs in Chili. The pure ore consists of 57 per cent. of silver and 42 of bromine.
Iodite, Iodyrite, Iodargyrite, Iodide of Silver, is a comparatively rare silver ore, occurring in a few of the Mexican and South American mining districts; also in Arizona and Spain.
Arquerite is a native silver amalgam containing per cent. of silver and of mercury. It is the principal ore of the mines in the Arqueros district near Coquimbo in Chili, but it is also found with alluvial gold in British Columbia. Other silver amalgams are found in some European mines as well as elsewhere.
METALLURGICAL PROCESSES.—Owing to its high value and the many different ways in which silver occurs in nature, the metallurgical processes in use for the extraction of the metal from its ores are perhaps more varied than those employed in the case of any other metal. If it were obtained only or chiefly from comparatively rich or pure ores the state of matters would be different, but silver is most largely extracted from ores in which the metal in some form is minutely and sparsely disseminated through an earthy or rocky matrix, or from ores of common metals in which it is present in only very small proportion, as in the case of argentiferous lead and copper ores. More than one-half of all the silver produced is obtained from lead ores. The scarcity or abundance of fuel is an important question in determining what process can be most economically employed. The three important methods of separating silver from its ores are (1) by forming an amalgam of silver with mercury, from which the latter is afterwards separated by distillation; (2) by converting the silver in sulphuretted ore or regulus into a soluble salt, and from its solution precipitating the silver by metallic copper or iron; (3) by forming a rich alloy with lead, as through the smelting of silver ores with galena or other lead ore, from which the silver is afterwards separated by cupellation.
Amalgamation Processes.—The Mexican or Patio amalgamation process, invented by Bartholomé Medina about the middle of the 16th century, has been practised with but little alteration down to the present time. Silver is one of the metals which mercury unites with at common temperatures, but the amalgamation proceeds more quickly with the mercury at or near its boiling-point. Mexican silver ores consist of sulphides, chloride, chlorobromide, and native silver generally disseminated through rocky gangue or other minerals. The ore, first broken into small pieces by stamps or edge stone mills, is most frequently ground in Mexico in a circular trough (arrastre), in some cases 9 feet in diameter and 1 foot deep, with a flat bottom formed of hard stones. In the centre revolves a vertical shaft on which are fixed four arms, each carrying a heavy stone by which the ore is reduced to a fine powder, or rather, as water is used, to a fine mud.
In the Patio process, which is best suited for sulphuretted silver ores, the materials used besides the ground ore are magistral (sulphide of copper roasted, so as to produce as much sulphate as possible), common salt, and mercury. The ore, at first a fine mud, is partially dried and worked into flat circular heaps, which, though sometimes smaller, generally contain from thirty to sixty tons. Salt-earth is then added in such quantity as will yield chloride of sodium amounting to fully six per cent. of the ore, a limited quantity of water being used. After a mixture of this salt with the ore is made, the heap is made circular and trodden by horses for two hours, the mixture being turned over by men in the middle of the operation. The next step is to add about two per cent. of magistral, which is spread over the ore and incorporated with it also by the feet of horses. If the ore under treatment contains about sixty ounces of silver per ton, then mercury to the extent of 24 lb. per ton is spread over the heap in small globules by pressing it through linen bags. Only about two-thirds of this mercury is, however, added in the first instance, and the mass again trodden for two hours by horses. The ore in the heap, now called a torta, is next turned over by men, and horses once more trot over it for a rather longer time. After this the mixed mass of ore, mercury, and other materials is left to rest for a day, when horses again travel over the torta. It is now time to add the second portion of mercury, and again to turn over the ore mixture. Further treading by horses and turning over by men follow at intervals of days, the completion of the amalgamation process taking about a fortnight in summer and considerably longer in winter. The dry amalgam produced by the above operations now receives an addition of mercury to render it liquid enough to admit of its being separated from the slime by washing.
For what is called the Cazo or Caldron process—i.e. the hot amalgamation method as practised to some extent in Mexico, but more generally in South America—the suitable ores are those containing native silver or such as consist of silver in union with chlorine, bromine, or iodine. It is unsuited for sulphuretted ores. After having been ground, dressed, and washed, the ore is put into a caldron with a thick copper bottom, along with water to form a thin mud. A fire is then lighted beneath it, and just before the liquid stuff begins to boil common salt to the amount of about one-sixth part of the weight of the ore is added, and enough mercury put in, but not all at once, to form a soft amalgam. The liquid is constantly stirred by revolving arms on an upright shaft with copper blocks attached to them. In about six hours the operation is completed, and the amalgam is then separated from impurities. Care is necessary in this process not to use excess of mercury, which should not be more than four times that of the silver by weight. A greater quantity produces adhesion of the silver amalgam to the copper, and sometimes a copper amalgam is formed if the blocks rotate too slowly.
The amalgam, after being subjected to filtration through canvas, is distilled in an iron bell-shaped vessel or cylindrical retort, by which the mercury is expelled as vapour and the fumes condensed in a trough containing water. The silver remains in the retort, and is afterwards cast into bars.
The great silver-producing region of the United States was only discovered so recently as 1859. The lodes occur either in the Rocky Mountains or to the west of them, in the states of Montana, Idaho, Nevada, California, Colorado, Arizona, and in Utah and New Mexico. There is great variety both in the kind of ores which are found and in their richness in silver. Much of the ore raised contains both gold and silver.
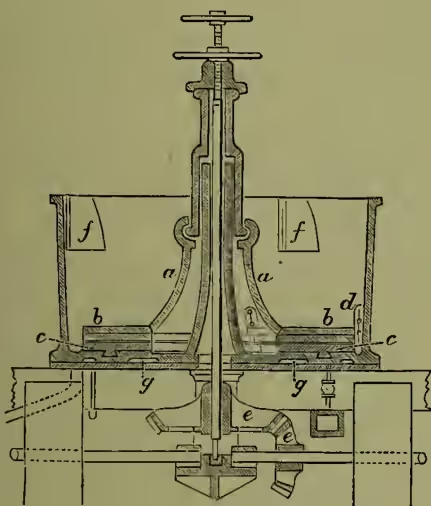
Argentiferous lead ores consisting of earthy carbonates and sulphates as well as galena are found largely in Utah. The amount of silver in these ranges from 10 to 150 ounces per ton, but in some places the minimum quantity is 70 ounces. These ores are smelted at various works, and the resulting argentiferous lead is desilverised by the zinc process (see LEAD). Sulphuretted silver ores prevail in the United States, and these require to be roasted in furnaces along with common salt to drive off the sulphur and to form the silver into a chloride. Such ores are previously crushed by stamps or rollers in the dry state, but the more easily decomposed silver ores are crushed wet. What is called the Pan Amalgamation Process is that most largely practised in the silver-works of these western states. This method is founded on the Cazo process above described, an iron pan being used instead of a copper vessel. These pans, which were introduced soon after the silver ores of Nevada and adjoining states began to be worked, are tubs 5 or 6 feet in diameter, and generally made entirely of iron. Each has a vertical shaft passing up through the centre, upon which is fitted a revolving muller with iron shoes, which come almost close to dies fixed to the bottom, and between which the pulp passes. This shaft is kept in motion by strong spur gearing, and there is usually a double bottom to the pan for heating by steam. Different pans are in use, but they vary more in detail than in principle. Fig. 1, from Egleston's Metallurgy, shows the Horn pan in section. These vessels are charged half-full of crushed ore and water, and they are designed with the intention of uniting as far as possible a grinding with a stirring surface. Common salt, sulphate of copper, and sometimes other chemicals are added to the charge. A pulp is produced just thick enough to allow the muller to rotate, and the temperature of the charge is raised by steam to from 160° to 200° F. The necessary quantity of mercury is added, and the pulp containing the amalgam is ready to be removed after the charge has been in the pan five hours. The amalgam is then cleaned and strained, and the mercury separated from the silver by distillation in a cast-iron retort.
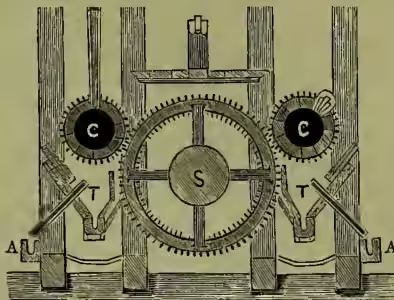
Freiberg Processes.—The Barrel Amalgamation Process, formerly practised with much success at Freiberg in Saxony, is or very recently was in use at some silver-extraction works in America. The Freiberg ores are complex. Certain lodes contain various sulphuretted silver ores in quartz vein-stuff, but other lodes yield along with these argentiferous galena, zinc-blende, copper and iron pyrites, and other metalliferous minerals in a vein-stuff of baryta, spathic carbonates, &c. These ores were pulverised and so mixed that the poorer class contained 30 or 40 ounces of silver per ton, and the richer class three or four times as much. An ore of this nature is roasted with common salt to convert the sulphide of silver into chloride, after which it is finely ground and placed in the amalgamating casks along with water, scrap-iron, and mercury. The iron reduces the silver to the metallic state, and it then combines with the mercury to form an amalgam which, when separated from the residues, is distilled in iron retorts. This is a more perfect system than the Mexican method, but there is a considerable expense for fuel. Fig. 2 shows the arrangement of rotating barrels used in this process.
At the present time silver is obtained at the Freiberg works by the smelting of argentiferous lead and copper ores in a Pilz blast-furnace, an illustration of which is given in the article LEAD. The charge is composed of lead ores, zinc-blende, and pyritic ores, some of which are highly siliceous. This ore-mixture contains the following metals, the average percentage of each being—lead 23, zinc 13, copper 3, and silver .08 to .60, together with sulphur and quartz-gangue. The ore is first roasted in a reverberatory furnace, and then smelted in the Pilz furnace along with slags and various residues rich in silver. Coke is used as fuel, and the products of the furnace are lead containing a variable amount of silver, a regulus of lead and copper with from 0.1 to 0.2 per cent. of silver, and a slag containing lead with sometimes .04 per cent. of silver. The lead in the regulus is separated from the copper by another smelting. Most of the silver is retained by the lead, and is recovered from it by Pattinson's desilverising process and subsequent cupellation. See LEAD.
Augustin Process.—This and the next are wet processes for the extraction of silver. When certain argentiferous ores or products are roasted with common salt the chloride of silver is formed. This chloride is soluble in a strong solution of common salt, and from the solution so formed metallic silver is precipitated by means of copper. An equivalent quantity of copper chloride is at the same time formed, from which metallic copper is in turn precipitated by iron. Sulphuretted ores or compounds are used in this process.
Ziervogel Process.—No simpler process is known for the extraction of silver from argentiferous copper pyrites (which nearly always contains iron) or of an ore in which it is an important constituent. The method is based upon the fact that sulphide of silver contained in the ore, or matt derived from it, is converted into a soluble sulphate by very careful roasting. By the reactions in the furnace sulphate of iron is first formed, then sulphate of copper, and finally, by the decomposition of these, sulphate of silver, which is readily dissolved out of the roasted ore by hot water. The silver is then precipitated from the solution by copper.
Smelting of Silver.—At Kongsberg in Norway, and at Wyandotte in Michigan, silver ores, consisting chiefly of native silver with other minerals in a rocky matrix, are smelted in furnaces. At the former locality, by the addition of iron pyrites to the ore, a regulus consisting chiefly of sulphide of iron and some sulphide of copper is first formed. When in the molten state this is mixed with one-third of its weight of lead, which, after taking up most of the silver, separates by its own weight. From this silver-lead the silver, amounting to 5 per cent. of the alloy, is separated by cupellation. At Wyandotte a slightly richer silver-lead is produced which is also cupelled.
Combined lead and silver smelting, as conducted in Great Britain from native ore (argentiferous galena), is described under LEAD. There are no silver ores properly so called produced in the United Kingdom, but foreign ores are smelted along with lead ores or rich lead slags.
Liquation Process.—Silver can be separated from argentiferous copper by this process, which consists in heating a fused mixture of the copper with a large excess of lead to a temperature above the melting-point of the latter, but below that of the copper. In this state of matters the lead liquates or sweats out of the mass, carrying with it the greater part of the silver which the copper contained. This silver can then be extracted from the lead by cupellation.
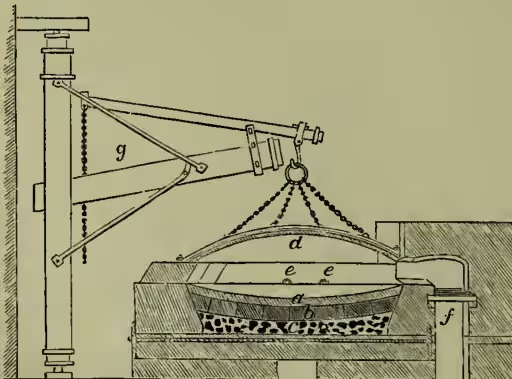
Cupellation.—This process consists in melting lead rich in silver on the hearth of a small furnace, and blowing air over its surface, the oxygen of which, under the influence of the heat, rapidly converts the lead into litharge or plumbic oxide. Fused litharge has the property of dissolving the oxides of some other metals, such as copper, zinc, tin, antimony, &c. Silver, however, is not oxidised by this treatment. The result of the operation is that the whole of the lead put in the furnace, together with small quantities of other oxidisable metals (present as impurities), are removed as oxides, and the silver is left on the bed of the furnace. In the English cupellation-furnace the bed or hearth is movable, and is formed of an oval iron frame or test rammed full of powdered bone-ash. The German cupellation-furnace (shown in fig. 3) is of larger capacity than the English, and has a movable domed cover constructed of iron. The diameter of this furnace is about 10 feet, and the hearth is covered with marl. These furnaces differ only in details and in the way in which they are charged. In the United States what is termed a Steitz water-back cupel—a hollow casting through which water flows—is used in the first stage of cupellation.
There are three processes for separating silver from gold practised on a large scale. One of these is a very old method. It is called 'parting' by nitric acid. The alloy, which may consist of one part by weight of gold to two of silver or of one of the former to three of the latter, is melted and granulated—i.e. formed into small beads. It is then boiled (in platinum or earthenware vessels) with nitric acid, of 1.4 sp. gr. and an equal bulk of water, for several hours, till the silver is almost all converted into nitrate, the gold forming the residue after the dissolved silver is removed. To this solution of nitrate of silver common salt is added to precipitate the silver as chloride, from which the metal is reduced by the action of granulated zinc and weak sulphuric acid. The silver is then washed, pressed, dried, and melted, producing bars almost pure from the alloys generally treated.
Another method of 'parting' is by boiling the alloy in concentrated sulphuric acid. Auriferous silver, either granulated or in bars, is placed in cast-iron pots along with sulphuric acid, which is cautiously raised to the boiling-point. The silver, if it does not much exceed 200 lb. in weight, is dissolved in about eight hours, but sooner if granulated. The gold falls down as a sediment, and the sulphate of silver is drawn off by a platinum siphon or otherwise. The solution of sulphate of silver is then diluted with water, and the metal precipitated by scrap-iron. Impurities in the alloy sometimes render the sulphuric acid method of parting troublesome.
Separation of silver from argentiferous gold is now effected by chlorine, a method patented by F. B. Miller in 1867, and soon afterwards used at the Sydney mint and at other places. Gold, to the amount of 600 or 700 ounces, is melted in a clay crucible, and a little melted borax thrown in. Chlorine gas is then admitted through a suitable pipe, the end of which almost reaches the bottom of the crucible, so that the gas is forced to bubble up through the molten gold. At first volatile chlorides of some of the baser metals, which may be present in very small quantity in the alloy, escape through holes in the cover of the crucible, but the chloride of silver does not. Chlorine is supplied till it is found that no more is absorbed, which shows that practically all the silver has been changed into chloride. When this is the case the crucible is allowed to cool sufficiently to allow the gold to solidify, and the red-hot liquid chloride of silver is then formed into slabs in moulds. This chloride generally contains 2 per cent. of gold, but it is eliminated by adding metallic silver, with which the gold forms an alloy. From the slabs of chloride of silver the metal is reduced by using them as one of the elements of a galvanic battery.
The production of silver has increased enormously since the discovery of the rich deposits in the western states of North America, the development of which may be said to have begun with the surface-workings of the Comstock lode, Nevada, in 1859. But in 1861 the yield of the United States was still comparatively small, amounting in value to not more than £400,000. In 1871 it had risen to £4,600,000; in 1881 the value of the production was £8,600,000; and in 1889 it reached the yearly total of £12,929,000. Colorado and Montana are now the great silver-producing states. The director of the United States mint gives the value of the silver production for 1889 in the following countries: Mexico, £11,103,400; Chili, Bolivia, and Peru together, £4,085,000; European countries, £2,136,000; and he makes out the total production of the world in that year to be £32,583,000. (The annual produce of the silver districts in the Barrier Range region, New South Wales, now amounts in value to nearly £2,000,000. The silver district of Zeehan, on the west coast of Tasmania, from which in 1891 galena ore containing 110 ounces of silver per ton reached England, promised to increase the world's supplies.) The total production of silver over the world in 1898 was estimated at 183,000,000 oz., of which the United States contributes 64,000,000 oz.; Mexico, 58,000,000 oz.; Australasia and Bolivia, 17,000,000 oz. each; Peru, 10,000,000 oz.; Canada, Spain, and Chili also contributing. While the coinage value in the United Kingdom is 5s. 6d. per troy ounce, increased production has greatly diminished the bullion value. Up to 1873 it varied little from 5s.; but in 1888 the average price per oz. was 3s. 6d.; in 1890, 3s. 11d.; in 1892, 3s. 3d.; in 1894, 2s. 5d.; in 1896, 2s. 6d.; in 1898, 2s. 2d.; in 1899, 2s. 3d.; at end of 1900, 2s. 5d.
Silver is largely used for coinage, plate, jewellery, and watch-cases, and for electroplating articles of German silver and Britannia metal. Silver compounds are used in photography, in glass-staining, and in several chemical preparations, including marking-ink and hair-dyes. It seems to have been a favourite metal with the great nations of antiquity, personal ornaments found in Egypt, as well as ancient Greek and Roman statuettes, vases, dishes, coins, and other objects made of silver being among the treasures of the chief national museums in Europe. Like gold, silver is too soft to be used alone for vessels, jewellery, or coin, for which reason it is usually alloyed with copper. English 'standard silver' is composed of 925 silver and 75 copper. Of this alloy the silver coins and 'hall-marked' silver-plate of Great Britain is made. The alloy used for all silver coins in the United States, and major silver coins in France and Austria, is 900 silver and 100 copper or other inferior metal. Further references to silver will be found in the articles on Alloy, Assay, Bimetallism, Chasing, Filigree, Embossing, Hall-marks, Mining, Mint, Mirror, Numismatics, Electro-metallurgy, Metal-work, Photography, and Repoussé.
See Percy's Metallurgy (1880); Egleston, Metallurgy, (1887); J. A. Phillips, Gold and Silver (1867); Eissler, The Metallurgy of Silver (1889); works by Lamborn (1879), Aaron (San Francisco, 1876), and Stetefeld (New York, 1889); vol. iii. of the Report on the United States Survey of the 40th Parallel, for a report on the Chemistry of the Pan Process; Monographs of the U.S. Geological Survey, vols. iii. and iv., for the Geology and Mining of the Comstock Lode.