Gun. The term gun formerly comprised many varieties of the weapons now more correctly termed Firearms (q.v.), and is still applied in a general sense to Cannon (q.v.) and large ordnance, also to quick-firing or Machine Guns (q.v.); but it is now more specially held to signify the sporting gun as distinguished from the military Rifle (q.v.). The modern shot-gun is invariably breech-loading, and usually upon the 'drop-down' principle (see BREECH-LOADING). The manufacture of shot-guns is an important British industry, and one of the processes of manufacture—barrel-welding—is sufficiently interesting to warrant descriptive details. The other processes, some eighteen or twenty in number, call only for the skill of the trained workman.
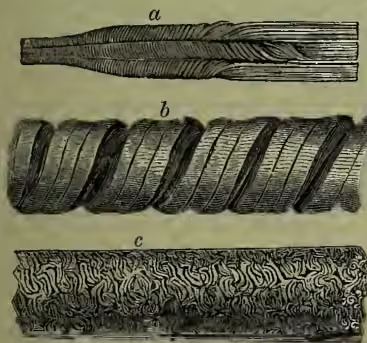
Shot-gun barrels are generally hand-forged from a rod of special material which is usually composed of iron of two distinct varieties, or of iron and steel. It is necessary that one of the metals be softer than the other; and the greater the proportion of the harder metal, and the harder the quality of the softer metal, the better will be the quality of the welded barrel. Some varieties of gun-iron contain 70 per cent. of steel; in others a good quality and an inferior quality of iron are used together, and no steel enters into the composition. The rod of gun-iron is built up of alternate layers of the hard and soft metals, and in the manufacture of a Damascus barrel this rod must be twisted upon itself before it is welded side by side to one or more rods, or welded into a barrel. These twisted rods are drawn out between rolls into a flattened rod or 'riband' of metal, the riband being composed of one, two, three, or more twisted rods according to the quality of the barrel or the fineness of figure desired. The Belgian welders are more expert than the British in making the finest figured barrels, putting as many as six differently twisted rods together to form a single riband; but Belgian barrels are not so hard as the English, and are generally considered to be inferior to the best Birmingham hand-welded barrels. The welder, having prepared his iron and received it from the mill rolled down to the proper size, proceeds to form the barrel by twisting the riband upon a mandril, just as one would cover a whip-stock with a narrow strip of leather. This coil has then to be heated, a few inches at a time, and the edges welded to each other, the result being a tube four times heavier than it will weigh when finished by boring, grinding, and filing, which are the next three processes through which the barrel must pass. In double shot-guns the two tubes to form the barrels are brazed together for a few inches at the breech end, and soldered to each other and to the two ribs and 'packing' which unite them throughout their entire length. The breech actions are fitted to the barrels, the lock-work and bolting-mechanism adjusted, and the gun is ready for the stocker; he roughly fashions the piece of walnut to which the ironwork is secured by the 'screwer,' who passes the gun on to the 'finisher' to prepare for its final embellishments, in which are comprised the processes of polishing, engraving, hardening, blueing, and tempering. The barrels when finely polished are treated with acid, which rusts the surface of the metals of which they are composed, and eating more readily into the softer metal turns it a darker colour. This process, termed 'browning,' occupies several days, and when successful shows clearly the damascening or curls of fibre obtained by twisting the gun-iron rods in the earliest stage. A barrel not showing such curls would be termed a 'scelp' barrel if it were a twisted welded barrel, but if of one uniform colour, unbroken by regular markings, it would probably be composed of plain iron or steel only.
The superiority of the Damascus barrel to one of best modern steel remains a vexed question. The evidence adduced on behalf of the Damascus is sufficient to prove its superiority over certain qualities of steel, but it is not overwhelming; and it is now generally admitted that steel can be obtained of sufficiently good quality and possessing sufficient strength to withstand any normal strain to which as a shot-gun barrel it may be subjected. The advocates of the welded barrel contend that flaws, which cannot be detected by the eye or by the most searching test, occasionally exist in steel, making it unreliable for use as a gun-barrel. Sir Joseph Whitworth's fluid compressed steel has been used very successfully as a material for shot-gun barrels, but the immunity from flaws which barrels of this steel enjoy is said to result from the careful testing and examination of each individual tube rather than from absolute perfection in the metal itself. The complete and almost perfect heterogeneity of the material of the Damascus barrel produces a homogeneous whole, which, when soundly welded, has no weak spot, and will neither split longitudinally nor break off short as steel barrels have done, but when burst is pulled, as it were, from shred to shred, exhibiting great tenacity in every direction. The steel barrel here referred to is that drilled from a solid rod of best mild steel. Steel barrels drawn from blanks in the same manner as ordinary tubes are inferior to the drilled barrel. Still less reliable are the lap-welded steel barrels in which the two edges of a strip of metal are brought together and welded as it passes at welding heat between the rolls. Cold drawn steel barrels were at one time manufactured, but proved too expensive, and twisted steel barrels are not yet a commercial success. The standard size of the modern shot-gun is 12 bore—i.e. twelve spherical leaden bullets of the same diameter as the interior of the barrel will weigh 1 lb. avoird.; formerly 16 and 20 bores were much in vogue, and 16 bores are still very common in Germany; 10 bores are much used in North America; 8 and 4 bores are used only for wild-fowling; and punt-guns, guns of from 1-inch to 3-inch bore fitted into shooting punts, are employed for firing from lb. to 4 lb. of shot at a time into flocks of sea-fowl on the coast or in tidal estuaries.
With the exception of the punt-guns, which require special mechanism, guns of all bores are made upon the same principle of breech-loading, and nearly all are more or less choked—i.e. the diameter of the barrel is suddenly lessened near the muzzle, forming a cone which causes the pellets of the charge to fly from the gun more compactly and at an increased velocity. Such is the perfection to which the boring of shot-guns has been brought that a 7-lb. gun may now be expected to send on an average 220 pellets of a charge containing 305 pellets into a circle 30 inches in diameter (or 60 into a 10-inch square) at 40 yards distance, the pellets having an average velocity at the muzzle of 840 feet per second, and a striking force at impact (40 yards) of 1.90 oz.
Shot-guns are now built very much lighter than when breech-loaders first came into general use (1865); shorter barrels are used without loss of shooting power or appreciable increase in the volume of the recoil. Smokeless explosives are in general use all the world over for shot-guns, and the results of the slightest variation in the charge or quality of the powder, or in the size and quantity of the shot, can be ascertained with the greatest scientific accuracy, by means of special instruments found in all leading gun-manufactories. Shot-gun manufacture is a mechanical science as well as a handicraft, and the finest productions of the most renowned gun-makers will always command £50 or even higher prices. Cheap ill-made, ill-fitted, ill-regulated guns, shaped by machinery, or still more roughly by hand labour, constitute the shot-gun of commerce, and their value fluctuates with the price of material. The shot-gun of the best class is now so highly perfected that a new departure, whether towards the development of the killing powers of the weapon or elaboration of its mechanism, is undesirable, and, until some radical change in the composition of explosives, or the method of using shot-guns, takes place, no noteworthy improvement upon the existing type of gun can be expected.
See the articles GUNPOWDER, FIREARMS, BREECH-LOADING, CANNON, MUSKET, RIFLE, MACHINE GUNS, &c.; Greener's Gun and its Development (1881; 7th ed. 1899); his Modern Shot Guns (1888); Hawker's Guns and Shooting Instructions (1844); Shooting, by Lord Walsingham and Sir R. Payne-Gallwey (Badminton Lib. 1886); Payne-Gallwey's The Fowler in Ireland (1882); Walsh's Modern Sportsman's Gun and Rifle (2 vols. 1883-84); General Norton's American Inventions and Improvements in Breech-loading, Small Arms, Heavy Ordnance, Machine Guns, Magazine Arms, &c. (New York, 1889).